
In today’s industrial environments, performance is measured as much by reliability as by speed. As equipment becomes more compact and automated, components are often required to operate continuously with little to no manual intervention. This is where powder metallurgy (PM) plays a critical role.
One of its most effective outcomes is the porous metal bearing, engineered specifically for applications where conventional lubrication methods fall short. By forming a network of interconnected pores within the metal structure, these bearings retain lubricant internally, enabling smooth, low-friction operation over long service cycles.
This guide explores how powder metallurgy makes self-lubricating bearings possible and why they are essential to modern machinery.
Key Takeaways
Porous metal bearings store up to 35% of their volume in lubricating oil, eliminating the need for external grease or oiling systems.
From sintered bronze to iron-graphite blends, PM allows for tailored material properties that handle high loads or high speeds.
The process utilizes over 97% of the raw material, drastically reducing scrap and secondary machining costs.
Rapid growth in the EV and smart appliance sectors is driving the need for the quiet, low-friction operation that only PM bearings can provide.
What Type of Bearing is Produced by Powder Metallurgy?
If you are investigating the specific mechanical components created through this advanced process, the primary answer to what type of bearing is produced by powder metallurgy is the self-lubricating sintered bearing.
Often referred to as "Oilite" or "porous metal" bearings, these are sleeve or flange-style plain bearings that rely on a unique internal structure rather than rolling elements like balls or needles.
Unlike traditional solid bronze bearings that are machined from bar stock, a powder metallurgy bearing is engineered to have a controlled level of porosity (typically between 10% and 35%).
This porosity acts as a microscopic sponge. During the manufacturing stage, these bearings are vacuum-impregnated with specialized lubricants. When the bearing is in operation, the friction and heat generated by the rotating shaft cause the oil to expand and flow to the surface, creating a protective hydrodynamic film.
When the rotation stops and the temperature drops, capillary action pulls the oil back into the pores, ready for the next cycle.
This capability makes PM bearings the standard for applications where:
Space is too limited for external oiling systems.
The bearing is located in a sealed or inaccessible area.
Cleanliness is a priority, and dripping grease would contaminate the product (e.g., food processing or medical devices).
While understanding the "what" is essential, the "how" involves a sophisticated interaction between metal particles and thermodynamics.
The Mechanics of Self-Lubrication: How Porous Metal Bearings Function
The success of a porous metal bearing is rooted in the physics of capillary action and thermal expansion. When answering what type of bearing is produced by powder metallurgy, it is important to note that the process isn't just about making a shape; it's about engineering a fluid management system within a solid metal part.
The Lubrication Cycle
Start-up: As the shaft begins to rotate against the bearing surface, localized friction generates heat.
Exudation: The lubricating oil within the pores has a higher coefficient of thermal expansion than the surrounding metal. This causes the oil to "squeeze" out of the pores and onto the sliding surface.
Hydrodynamic Film: As speed increases, a thin, pressurized film of oil separates the shaft from the bearing wall, virtually eliminating metal-to-metal contact.
Re-absorption: Once the machine is turned off, the cooling of the metal and the surface tension of the oil create a "wicking" effect, drawing the lubricant back into the reservoir of pores.
This cycle can be repeated for thousands of hours, making bearings and bushings produced by PM some of the most reliable components in a modern vehicle or appliance.
To achieve this reliable cycle, engineers must choose the right material to balance strength and oil-holding capacity.
Material Options for Porous Metal Bearings
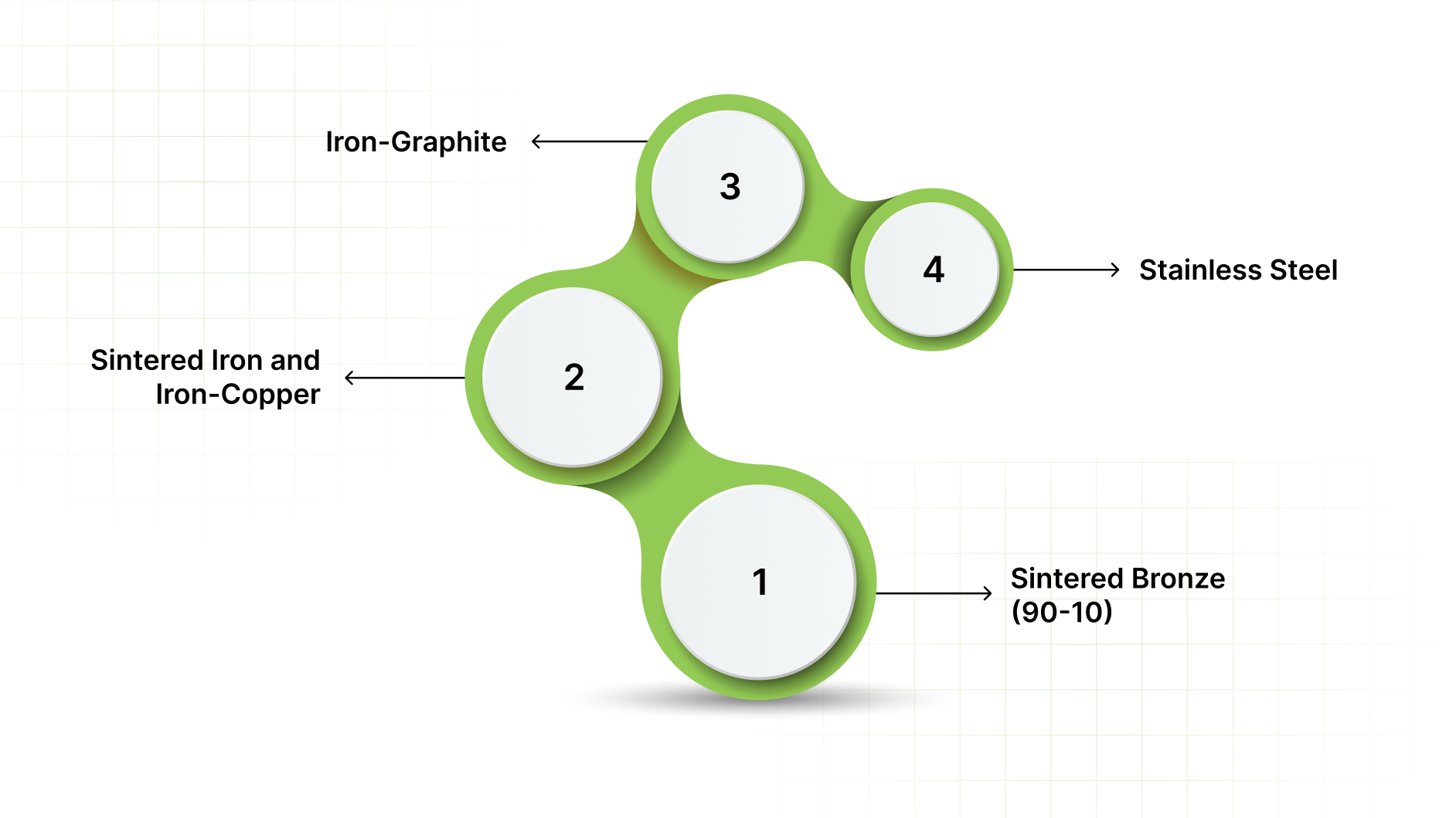
The versatility of the PM process allows for a wide range of material blends. Sterling Sintered Technologies provides several options to meet specific load and speed requirements.
1. Sintered Bronze (90-10)
This is the most common material for porous bearings. Consisting of 90% copper and 10% tin, bronze offers excellent wear resistance and thermal conductivity. It is highly ductile, which allows it to conform slightly to the shaft, reducing the risk of "edge loading."
2. Sintered Iron and Iron-Copper
For higher-load applications where bronze might be too soft, iron and steel powders are used. Adding copper to the iron matrix (usually 2-10%) increases the compressive strength and improves the sintering bond. These are often used in automotive steering and suspension joints.
3. Iron-Graphite
By adding graphite (up to 3.5%) to the iron powder, manufacturers can create a "dry lubricant" effect. Even if the impregnated oil is depleted or the temperature is too low for the oil to flow, the graphite provides a backup layer of protection against seizing.
4. Stainless Steel
In environments where corrosion is a major factor, such as marine or chemical processing, sintered stainless steel is used. While more expensive to process, it offers unparalleled resistance to rust and oxidation.
The choice of material is only the first step; the transformation from powder to a high-precision bearing is a multi-stage journey.
Detailed Manufacturing Process of Porous Bearings
The manufacturing process is what defines the performance of the part. Because we are answering what type of bearing is produced by powder metallurgy, we must look at how the porosity is maintained while ensuring the part doesn't crumble under pressure.
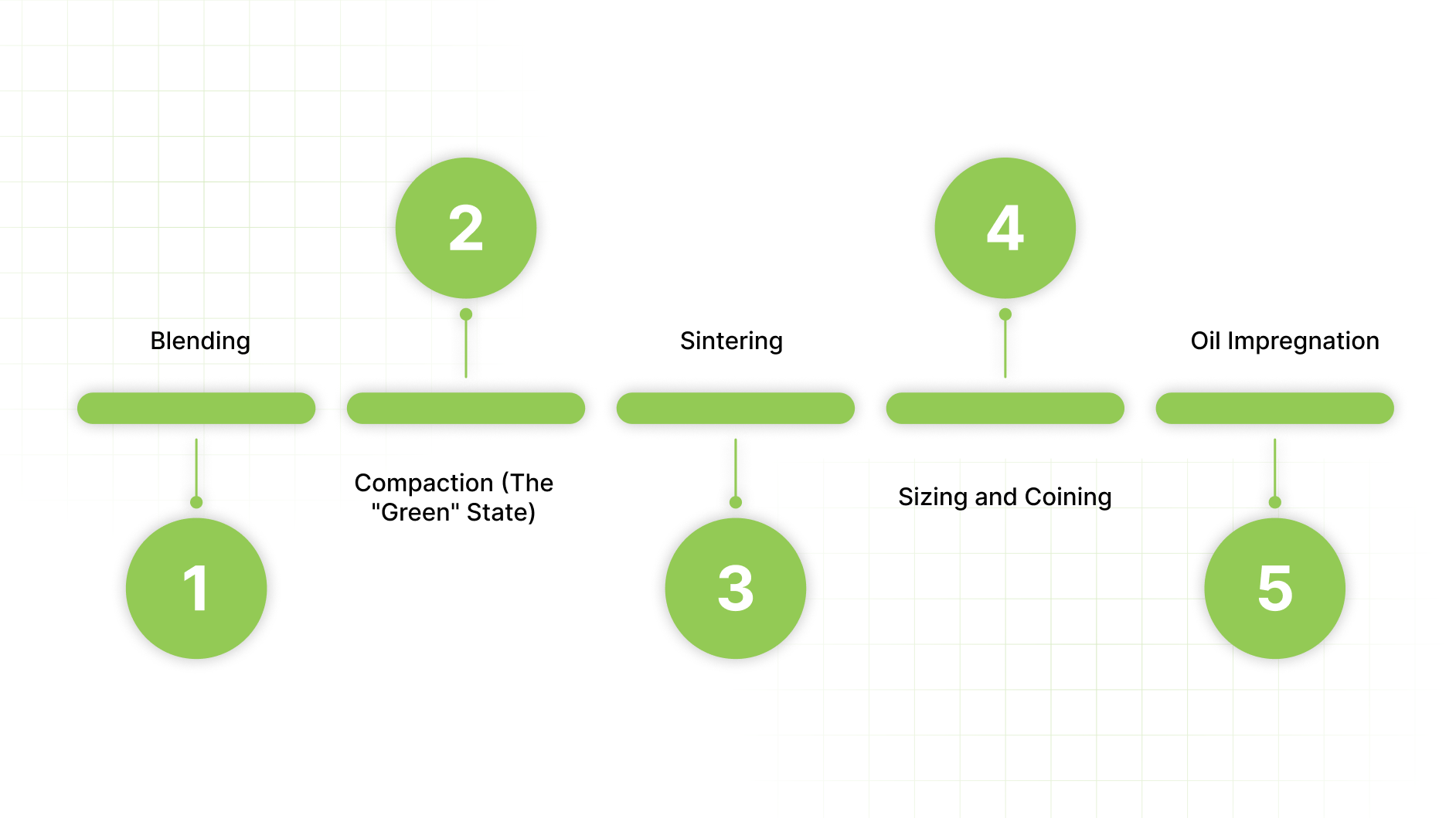
Step 1: Blending
Metal powders are mixed with binders and solid lubricants (like stearates). This ensures the powder flows easily into the mold and remains consistent in density.
Step 2: Compaction (The "Green" State)
The powder is pressed in a high-precision die at pressures ranging from 10 to 45 tons per square inch. At this stage, the part is called a "green part", it has the shape of a bearing but is held together only by mechanical interlocking.
Step 3: Sintering
The green parts are fed into a conveyor furnace with a protective atmosphere. They are heated to a temperature just below the melting point of the primary metal. This causes the atoms to diffuse across the particle boundaries, bonding them into a solid mass while preserving the microscopic voids (pores).
Step 4: Sizing and Coining
After sintering, parts often shrink or expand slightly. A "sizing" operation pushes the cooled bearing through a high-precision die to bring it to its final, tight tolerances (often within 0.0005 inches). This also improves the surface finish of the inner bore.
Step 5: Oil Impregnation
The finished bearings are placed in a vacuum chamber. The air is sucked out of the pores, and heated oil is introduced. The vacuum is then released, forcing the oil into every microscopic crevice of the bearing.
With the manufacturing process complete, these bearings are ready for deployment in a staggering array of industries.
Application of Powder Metallurgy for Porous Bearing
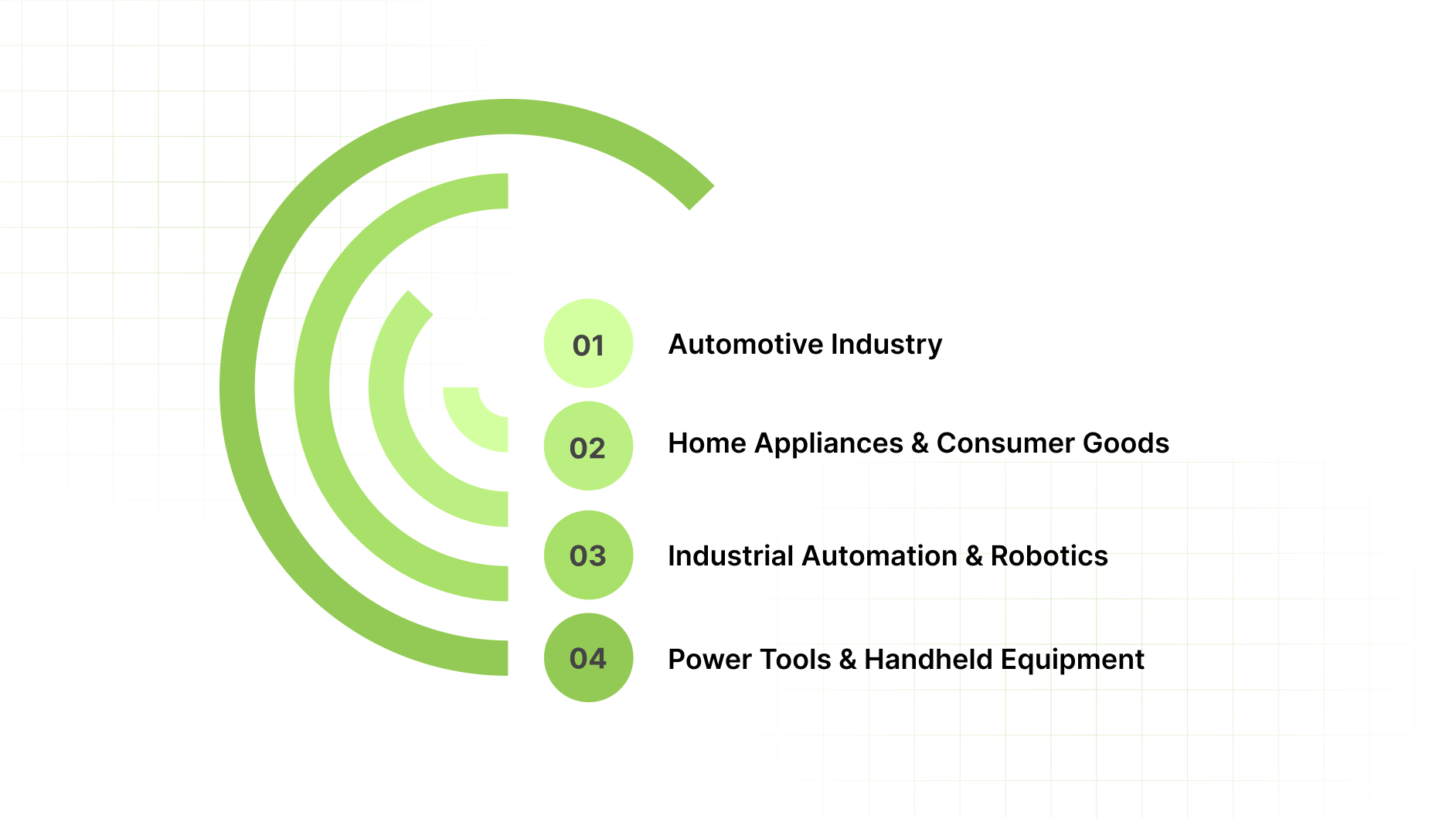
The application of powder metallurgy for porous bearing systems is found in almost every sector of modern life. Because these bearings are cost-effective at high volumes, they are the preferred choice for mass-produced consumer and industrial goods.
1. Automotive Industry
A modern vehicle contains over 30 different sintered bearings.
Wiper Motors: These must operate in cold winters and hot summers without maintenance. Sintered bronze is the standard.
Seat Adjustment Mechanisms: These often sit for months without use; the self-lubricating nature prevents the mechanisms from seizing.
Cooling Fans: High-speed electric motors in the radiator and HVAC systems rely on PM bearings for quiet operation.
2. Home Appliances and Consumer Goods
The "Smart Home" revolution has increased the demand for small, quiet electric motors.
Washing Machines & Dryers: Sintered bearings handle the high-vibration environment of a spinning drum.
Vacuum Cleaners: High-speed fan motors use PM bearings to maintain a long service life without leaking oil onto carpets.
Blenders and Food Processors: The clean operation of oil-impregnated bronze is ideal for food-contact environments.
3. Industrial Automation and Robotics
As manufacturing moves toward Industry 4.0, the application of powder metallurgy for porous bearing in robotics is critical.
Conveyor Systems: Thousands of rollers in a fulfillment center can run 24/7 with PM bearings, reducing the labor cost of manual greasing.
Actuators: Precision movements in robotic arms benefit from the low friction and high repeatability of sintered bushings.
4. Power Tools and Handheld Equipment
Drills and Saws: The high-RPM motors in power tools generate significant heat. The "pumping effect" of a porous bearing ensures that lubrication is always present during heavy use.
Lawn & Garden: Mowers and trimmers operate in dusty, outdoor environments. PM bearings are less likely to attract dust and grit than traditional "open" greased bearings.
For these applications to be successful, engineers must understand the operating limits, often quantified as the PV value.
Advanced Performance Factors: PV Values and Operating Limits
When designing a system, simply knowing what type of bearing is produced by powder metallurgy isn't enough; you must know if it can survive the load.
PV Value is the product of the bearing's pressure (P) and its surface velocity (V).
Porous Bronze: Typically rated for PV values up to 50,000. It excels in high-speed, low-to-medium load scenarios.
Porous Iron: Can handle higher pressure (P) but lower speeds (V) than bronze, making it better for heavy-duty, slow-moving pivots.
Feature | Sintered Bronze | Sintered Iron | Plastic/Polymer |
Max Temperature | High (400°F+) | Very High (500°F+) | Low (180°F) |
Load Capacity | Moderate | High | Low |
Noise Level | Very Low | Low | Moderate |
Maintenance | None (Self-Lub) | None (Self-Lub) | Variable |
To further enhance these limits, SST offers secondary operations like steam treating, which creates an iron oxide layer on the surface to increase hardness and corrosion resistance.
Beyond performance, the shift toward sustainable manufacturing in 2026 has made PM a frontrunner in "Green" engineering.
Sustainability and Economic Impact in 2026
In an era of rising energy costs and environmental regulations, the application of powder metallurgy for porous bearing production is a major advantage for OEMs.
Material Utilization: Traditional machining can waste up to 50% of a bronze bar as chips. PM uses nearly 100% of the powder, keeping costs stable even when metal prices are volatile.
Energy Efficiency: Sintering occurs below the melting point, consuming significantly less energy than traditional casting or forging.
Recycled Content: Much of the metal powder used today is derived from recycled scrap, fitting perfectly into the "Circular Economy" models mandated by 2026 regulations.
Conclusion
The application of powder metallurgy for porous bearing design is a masterclass in how material science can solve everyday engineering challenges.
By answering the question of what type of bearing is produced by powder metallurgy, we see a component that is not only cost-effective but fundamentally smarter than its solid-metal counterparts.
As we move through 2026, the demand for these "set-it-and-forget-it" components will only intensify. From the silent motors of electric vehicles to the high-speed rotors of industrial drones, the precision of sintered metal is the backbone of modern movement.
At Sterling Sintered Technologies, we specialize in the art and science of the sintering process. Whether you need high-performance bronze bushings or custom iron and steel structural bearings, our team is equipped to deliver the tolerances and quality your project demands.
Contact us today to learn how our powder metallurgy solutions can streamline your manufacturing process.
FAQs: Powder Metallurgy Bearings
1. What type of bearing is produced by powder metallurgy?
The most common type is the self-lubricating plain bearing (sleeve or flange). These are made by sintering metal powders to a specific porosity and then impregnating them with oil.
2. How long do self-lubricating PM bearings last?
Under normal operating conditions, a PM bearing can last the entire lifecycle of the product (often 5,000 to 20,000+ hours). The life is determined by the "oil depletion rate," which is affected by temperature and speed.
3. Can I use a porous metal bearing in high-temperature environments?
Yes, but the limit is usually defined by the oil, not the metal. Most standard oils work up to 200°F. For higher temperatures, manufacturers use synthetic lubricants or solid lubricants like graphite.
4. Why choose bronze over iron for a porous bearing?
Bronze has better thermal conductivity and a lower coefficient of friction, making it ideal for high-speed applications. Iron is chosen when the application involves higher loads or where cost is the primary driver.
5. What is the difference between a bushing and a bearing in PM?
In powder metallurgy, the terms are often used interchangeably. However, a "bushing" usually refers to a one-piece sleeve that supports a shaft, while "bearing" is the broader category for the entire assembly.


