A machined steel component passes inspection. Every dimension checks out. Then it reaches assembly. A press-fit needs more force than expected. Mating metal surfaces starts galling. After a few weeks in service, wear shows up where the drawing never flagged a risk. Now the question isn’t what went wrong, but why a metal part that was “in spec” still failed.
That’s the gap precision fills in metal manufacturing. Not tighter numbers on paper, but repeatability you can rely on. Precision means steel, iron, or stainless parts behave the same across runs, across tools, and across volume. It means surfaces, fits, and tolerances stay controlled as tooling wears and production scales.
That’s what precision parts manufacturing is really about. This blog breaks down how it delivers consistency in metal components and where that consistency actually matters.
Key Takeaways:
Precision is about repeatability: Hitting a spec once doesn’t matter if parts behave differently at volume.
Processes matter more than drawings: Precision parts manufacturing succeeds when the process is stable, not when tolerances are tightened.
Custom doesn’t mean redesigned: Most precision issues are solved by process control, not new part geometry.
Scaling exposes weak points: Tool wear, variation, and extra operations show up as volume increases.
Execution makes the difference: Precision holds only when manufacturing can repeat the same result run after run.
What Precision Parts Manufacturing Actually Means
You chase a tolerance that’s tight enough to make inspection nervous. The parts pass. Then production ramps. Assemblies slow down because operators start compensating by feel. Wear shows up sooner than expected. Nothing changed on the drawing, yet the outcome keeps drifting. The issue isn’t accuracy. It’s precision.
This is where precision parts manufacturing gets misunderstood. Hitting a number once doesn’t help if the next hundred parts behave differently. What matters is how reliably the process repeats the result, day after day, run after run.
Term | What It Really Describes |
Accuracy | How close a single part is to the target dimension |
Precision | How consistently does every part match the others |
That’s why “tight tolerance” alone can mislead. You can hold a tight spec and still fight variation if the process isn’t stable.
Precision shows up in places that don’t always make it onto a drawing:
Fit: Parts seat, press, and align the same way every time
Assembly: Operators stop compensating for variation
Wear: Surfaces degrade predictably instead of unevenly
Lifecycle performance: Parts last as long as the design intended
Precision isn’t about chasing numbers. It’s about removing surprises.
Custom parts rarely fail at design, but precision slips when early processes don’t hold steady as volume increases.
Why Precision Slips in Custom Manufacturing

The first batch runs clean. Assemblies go together without a fight. Then production ramps. Operators start adjusting parts by feel. A fixture needs shims. Inspection reports look fine, yet returns creep in. You’re left chasing variation that never showed up during prototyping.
This is where precision starts to erode in custom manufacturing.
Prototype success that doesn’t scale
Early runs hide variation. Small volumes forgive unstable processes that fall apart once cycle times tighten.
Tolerance stacking across assemblies
Each part stays “in spec,” but together they drift just enough to cause fit and alignment issues.
Manual fixes becoming normal
When operators compensate for variation, the process stops being controlled, even if parts still ship.
Over-machining to mask instability
Extra machining steps get added to fix repeatability problems instead of addressing the root cause.
Precision doesn’t disappear all at once. It leaks out through small workarounds that slowly become the standard.
The fix isn’t redesigning the part; it’s changing how precision is built into production.
Precision Parts Manufacturing for Custom Solutions

You don’t want a new design. You want the part you already have to run without drama. Same geometry. Same function. Just fewer surprises once production ramps up. That’s usually the ask, even if it doesn’t get said out loud.
This is where precision parts manufacturing earns its place. The focus isn’t changing what the part is, but changing how consistently it’s made.
1. Start With the Process, Not the Drawing
A customer comes in with a proven part. The drawing hasn’t changed in years. But production is getting harder to manage. Assemblies feel inconsistent, machining time keeps creeping up, and no one can explain why parts that pass inspection still cause issues downstream. The instinct is to tweak tolerances. That’s rarely the fix.
The problem it solves:
The drawing defines intent, not repeatability. When the manufacturing process isn’t matched to how the part actually functions, variation shows up even when dimensions are “right.”
What precision changes:
The process is selected to support consistency first, not just geometry
Forming, compaction, or net-shape methods are used to lock in repeatability early
At Sterling Sintered, powder metal fabrication is evaluated against the existing print to see where the process can replace corrective machining
Tooling is designed to hold behavior steady across volume, not just hit first-article numbers
What this prevents:
Chasing variation with tighter tolerances
Adding machining steps to compensate for an unstable process
Parts that work in sampling but drift during full production
2. Use Secondary Operations With Intent
A part starts simple. Then a machining step gets added to fix a fit issue. A finishing step follows to clean up wear. Before long, the part costs more to process than to make, and no one remembers which operation actually solved the original problem.
The problem it solves:
Secondary operations often become a catch-all fix for variation that should have been addressed earlier. When they’re added without a clear purpose, cost and lead time climb while consistency stays shaky.
What precision changes:
Secondary operations are applied only where the function demands them
Critical surfaces get attention while non-critical areas are left alone
At Sterling Sintered, machining, coining, sizing, and finishing are used selectively to protect fit, wear, and assembly behavior
Press-based refinement replaces machining when it delivers the same result more consistently
What this prevents:
Over-machining parts that don’t need it
Stacking processes to mask upstream instability
Precision achieved through effort instead of control
3. Scale Custom Precision Without Losing Control
The first few runs go smoothly. Then the volume increases. Cycle times tighten. Tooling wears faster than expected. Subtle variation starts creeping in, and by the time it’s visible, production is already committed. This is where many custom parts lose their footing.
The problem it solves:
Processes that behave at low volume often can’t hold precision once production scales. What worked at hundreds of parts can fall apart at tens of thousands.
What precision changes:
Processes are selected and tooled for long runs, not short wins
Tool wear and press performance are accounted for early
At Sterling Sintered, high-volume powder metal programs are built around repeatability, not constant adjustment
Kanban and JIT systems keep production stable without overloading the process
What this prevents:
Late-stage process changes during active production
Precision degrades as output increases
Cost spikes tied to rework, downtime, or part sorting
The last piece is making sure that the same level of precision holds as production volume increases.
Scaling Precision From Hundreds to Hundreds of Thousands
At low volume, variation hides. Operators adjust. Tooling gets reset more often. Small issues never have time to pile up. When volume increases, those safety nets disappear. Parts run longer. Tool wear accelerates. Small shifts compound until assemblies slow down or scrap starts climbing.
This is where precision either holds or breaks.
What it actually takes to scale precision:
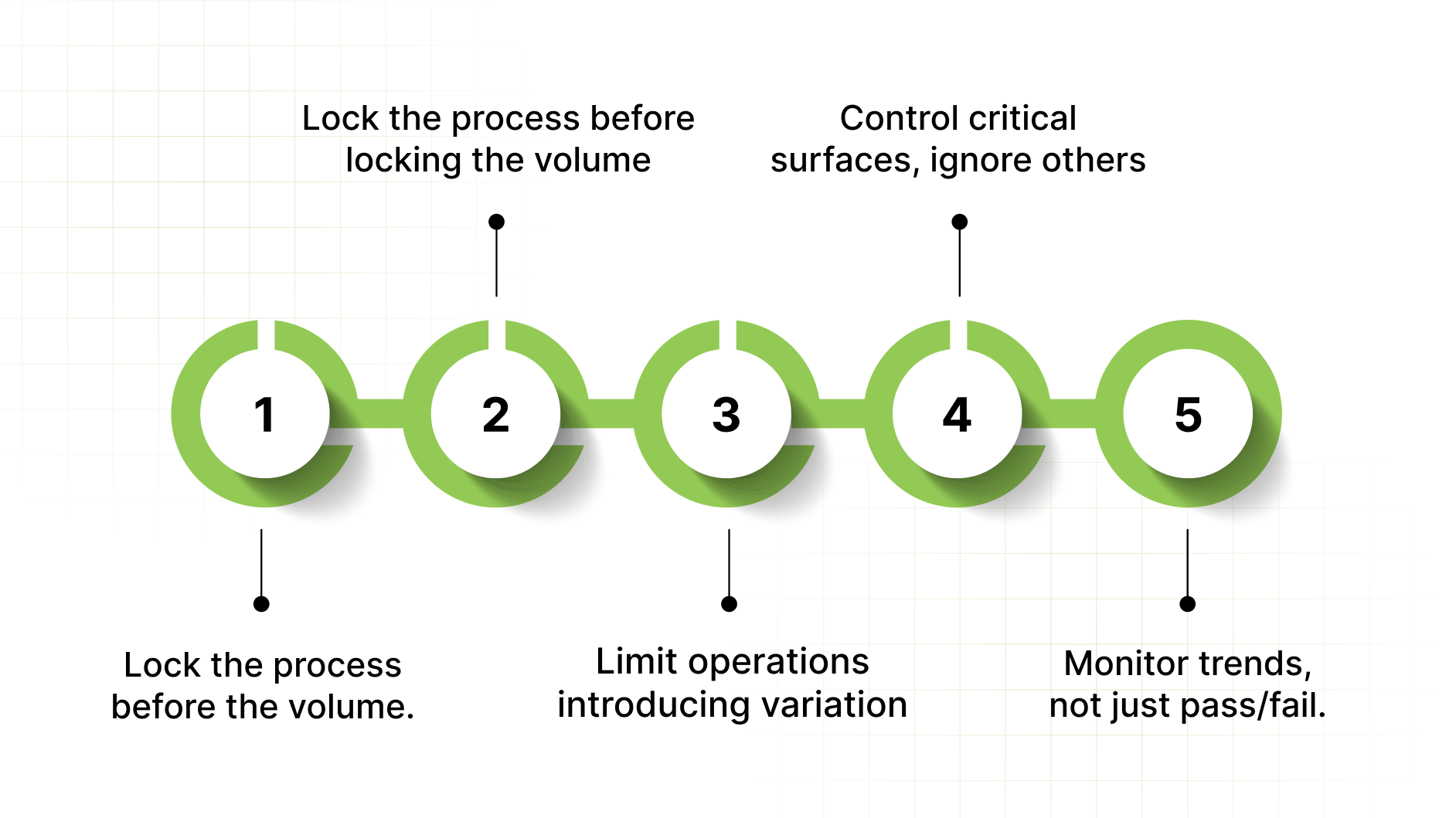
Lock the process before locking the volume: Scaling a shaky process just multiplies variation. Precision comes from stabilizing forming, compaction, and finishing steps before output increases.
Design tooling for wear, not just first articles: Tooling that hits spec early but drifts quickly will fail at scale. Wear paths and maintenance cycles must be part of the plan.
Limit how many operations can introduce variation: Every added step is another chance for drift. Fewer handoffs mean fewer places precision can slip.
Control critical surfaces, ignore the rest: Precision holds better when effort is focused only where fit, wear, or function demand it.
Monitor trends, not just pass/fail: Scrap shows up late. Drift shows up early. Precision at scale depends on catching movement before parts fall out of tolerance.
All of this depends on having a manufacturing partner that can hold precision once production ramps.
How Sterling Sintered Supports Precision Parts Manufacturing
Precision only works when the manufacturer can repeat it under real production conditions. Sterling Sintered’s role isn’t to redesign your part or chase tighter specs on paper. It’s to make sure the part you already have is produced the same way, every time, at the volumes you actually run.
As a powder metallurgy manufacturer, Sterling Sintered focuses on process-driven precision that holds up beyond first articles and pilot runs.
Capabilities that support precision at scale:
Area | What Sterling Sintered Provides | Why It Matters for Precision |
Powder Metal Fabrication | Miniature to 500g parts | Net or near-net shape processes reduce variation early |
Material Expertise | Iron, bronze, 300 & 400 series stainless, brass | Consistent material behavior supports repeatable outcomes |
Tooling & Compaction | Multi-level compacting, in-house tooling | Stable tooling controls geometry and surface behavior |
Coining & Sizing | Press-based refinement | Tightens tolerances without excessive machining |
Machining | Milling, turning, drilling, tapping | Applied only to critical features that require it |
Heat Treatment & Infiltration | Controlled post-processing | Improves wear and strength without dimensional drift |
Surface Finishing | Grinding, lapping, honing, coatings | Protects fit, wear, and functional surfaces |
Assembly Services | Component and sub-assembly | Reduces tolerance stacking across suppliers |
Production Systems | Kanban and JIT support | Keeps high-volume programs stable and predictable |
Sterling Sintered also provides design optimization based on customer-supplied prints, helping adjust features for manufacturability and repeatability without taking on full part design responsibility.
Combined with single-source manufacturing and assembly, this keeps precision intact from raw material through finished component.
The goal isn’t precision once. It’s precision that holds.
Conclusion
Most precision issues don’t come from bad design. They come from processes that can’t repeat the same result once volume increases. That’s why precision parts manufacturing matters. Not for hitting a number once, but for holding performance steady across every run.
Custom parts don’t need constant changes when the process is doing the work. Stable tooling, controlled secondary operations, and volume-ready systems keep precision from drifting as demand grows.
Sterling Sintered focuses on that repeatability, from powder metal forming through finishing and assembly. If your parts behave differently as production ramps up, contact Sterling Sintered to review how precision is being built into the process, not patched in later.
FAQs
1. Why do precision parts behave differently after the first few production runs?
Early runs often hide process instability. As tooling wears and cycle times tighten, variation shows up. Precision parts manufacturing focuses on repeatability, so parts behave the same beyond initial samples.
2. Can precision parts manufacturing reduce inspection effort?
Yes. When the process is stable, inspection shifts from catching defects to confirming consistency, which lowers inspection time and internal handling.
3. Is a tighter tolerance always the answer to precision problems?
No. Tighter tolerances often increase cost without fixing the root issue. Precision parts manufacturing prioritizes process control over chasing smaller numbers on a drawing.
4. How do you know if a part is suitable for high-volume precision manufacturing?
If the part has repeatable geometry, consistent material behavior, and clear functional surfaces, it’s usually a strong candidate. Problems arise when precision is forced through excessive machining.
5. When should you reassess your approach to precision parts manufacturing?
Any time assembly slows down, scrap rises, or operators start compensating for variation. Those are early signs that the process, not the design, needs attention.