The demand for precision metal components is rising as manufacturers seek parts with tight tolerances and cost efficiency. Metal powder processes can achieve material utilization rates of nearly 97%, while machining waste often exceeds 60% for complex geometries.
As an OEM or operations leader aiming to meet production targets and manage bill-of-materials costs, you face trade-offs among dimensional accuracy, supplier count, and unit pricing, which influence margins and delivery performance. Machining or casting methods often become unpredictable as volumes exceed early production stages.
This blog will cover how OEMs can select a high-precision parts manufacturer, the limitations of traditional machining at scale, a comparison of powder metallurgy with other processes, and partner selection criteria.
Key Takeaways
High precision manufacturing at volume depends on repeatability, density control, and process stability rather than one-time tolerance achievement.
Traditional machining often introduces rising material waste, tool wear, and cost variability as production quantities increase.
Powder metallurgy supports near-net shape production with predictable dimensions and stable unit pricing across sustained manufacturing programs.
Selecting the right manufacturing partner requires evaluating tooling control, material specialization, quality systems, and long-term production support.
Sterling Sintered Technologies provides in-house tooling, integrated secondary operations, and controlled powder metal processes.
Why Traditional Machining Struggles to Deliver Precision at Volume
Traditional machining remains a trusted method for low-volume or highly customized parts, yet challenges emerge quickly as production scales into sustained, repeatable output. As order quantities increase, cost pressure, material loss, and dimensional drift begin to erode both margins and production predictability for OEMs.
These limitations become clearer when examining how machining behaves under volume pressure, particularly across cost, consistency, and throughput considerations, as outlined below.
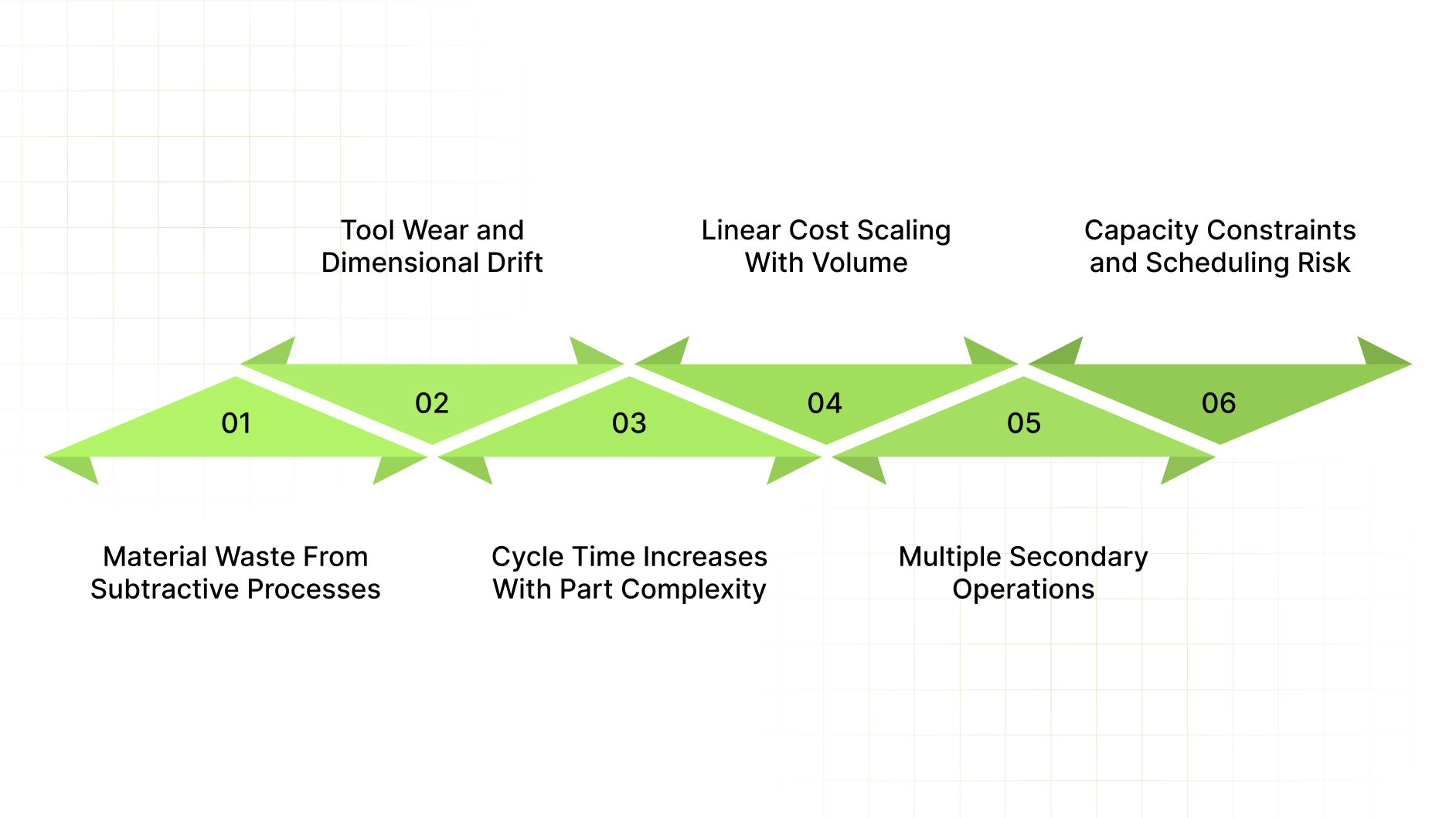
Here are the primary reasons traditional machining struggles at volume:
Material Waste From Subtractive Processes
Machining removes material to create geometry, which frequently results in scrap rates exceeding forty percent for complex parts with internal features.Tool Wear and Dimensional Drift
As cutting tools wear over extended production runs, maintaining consistent dimensions requires frequent tool changes, offsets, and inspections that interrupt production stability.Cycle Time Increases With Part Complexity
Each additional feature, tolerance, or surface finish requirement adds machining time, extending per-part cycle durations and limiting total output capacity.Linear Cost Scaling With Volume
Machining costs rise almost proportionally with production quantity, since each part demands comparable machine time, labor input, and tooling consumption.Multiple Secondary Operations
Tight tolerances often require added grinding, honing, or finishing steps, introducing extra vendors, scheduling delays, and cumulative dimensional variation.Capacity Constraints and Scheduling Risk
High-volume machining programs compete for limited machine availability, increasing exposure to scheduling conflicts, delayed deliveries, and unplanned downtime.
If machining no longer supports your cost or consistency targets at volume, you need to evaluate production methods built for repeatable output.
When Powder Metallurgy Becomes the Better Precision Choice
Powder metallurgy offers a production-focused alternative for OEMs requiring consistent dimensional control, predictable costs, and stable output across sustained, mid-to-high volume manufacturing programs. By forming parts to near-final geometry during compaction, powder metallurgy reduces dependence on material removal while supporting repeatable precision across long production runs.
The distinctions between powder metallurgy and other metal forming methods become clearer when comparing how each process performs across volume, cost structure, and dimensional consistency.
Here is a comparison of common manufacturing methods used for precision metal components:
Attribute | CNC Machining | Investment Casting | Powder Metallurgy (PM) |
Optimal Production Volume | Low to medium volumes, where flexibility outweighs unit cost concerns | Low to medium volumes with complex external geometry requirements | Medium to high volumes requiring repeatable dimensions and stable unit pricing |
Material Utilization | Low, due to subtractive removal and high scrap generation | Moderate, with waste from gates, runners, and post-cast finishing | High, with most raw powder converted directly into the finished component |
Dimensional Consistency | Dependent on tool condition, offsets, and inspection frequency | Influenced by cooling rates, shrinkage, and mold variation | Defined by rigid tooling and controlled sintering cycles |
Cycle Time Per Part | Measured in minutes for complex geometries | Measured in minutes, including mold filling and cooling | Measured in seconds once tooling is established |
Secondary Machining Needs | Common for most tight-tolerance features | Often required to correct distortion or surface finish | Limited to specific features or final calibration when required |
Unit Cost at Scale | Increases steadily with volume | Moderately stable but sensitive to rework and scrap | Predictable and stable across long production runs |
Process advantages only translate into consistent parts when supported by the right technical and operational capabilities.
What to Look for in a High-Precision Parts Manufacturing Partner

Selecting a high-precision parts manufacturer requires evaluating far more than quoted tolerances or unit pricing alone. Long-term success depends on technical depth, quality discipline, and the ability to support production programs without introducing variability or delivery risk.
The most reliable indicators of a capable partner fall into three core areas, outlined below.
Technical Capabilities That Define a High-Precision Parts Manufacturer
Technical capability determines whether a supplier can hold dimensions consistently as volumes increase and part complexity grows. A qualified partner demonstrates control over materials, tooling, and secondary processes that directly affect repeatability.
The following technical elements separate high-precision manufacturers from general suppliers:
Dimensional Control and Tolerance Management: Precision is achieved through controlled compaction, sintering, and calibrated secondary operations rather than inspection alone.
Material Expertise Within Defined Alloy Families: Strong partners specialize in iron alloys, bronze, brass, and stainless steel grades aligned with powder metallurgy standards and production stability.
Tooling Design and Long-Term Maintenance: In-house tooling design and maintenance support dimensional stability across extended production cycles and repeat orders.
Density Control and Sizing Operations: The ability to manage density and apply sizing operations supports tighter dimensional control and improved mechanical performance when required.
Integrated Secondary Operations: Access to machining, heat treatment, surface treatments, and impregnation reduces tolerance stacking and vendor handoffs.
Quality Assurance That Supports Production Reliability
Quality systems must extend beyond certifications and audits to support consistent output over months or years of production. OEMs rely on partners whose quality practices are embedded directly into shop floor processes.
Evaluating quality capability requires examining both systems and execution. Here are the quality indicators to assess:
Certified Quality Management Systems: ISO 9001 and automotive-aligned standards signal structured process control and documented accountability.
Statistical Process Control on Critical Features: Ongoing dimensional monitoring supports early detection of variation before parts reach assembly operations.
In-House Inspection and Testing Resources: Metrology equipment and metallurgical testing support faster validation and tighter batch control.
Documented Process Validation Methods: Use of structured qualification practices reduces risk during production launches and engineering changes.
Operational Reliability and Engineering Collaboration
A manufacturing partner must support production schedules while contributing practical engineering input during part refinement and scale-up. Reliability depends on planning discipline and technical communication.
The strongest partnerships combine operational stability with collaborative problem solving. Here are the operational factors to consider:
Production Planning and Capacity Management: Clear scheduling processes and available capacity support consistent delivery as demand fluctuates.
Supply Risk Management Practices: Material sourcing strategies and inventory controls reduce exposure to disruptions.
Manufacturability Feedback During Design Finalization: Early input on geometry, tolerances, and process limits helps reduce secondary operations and long-term production cost.
Single-Source Accountability: Managing fabrication, finishing, and sub-assembly through one supplier simplifies procurement and clarifies ownership of part quality.
Applying these requirements clarifies which manufacturers can support long-running, high-precision production programs.
Why OEMs Choose Sterling Sintered Technologies for Precision Parts
Sterling Sintered Technologies supports OEMs that require repeatable precision, controlled production scale, and stable delivery performance for powder metal components used in demanding industrial applications.
The company operates as a fabrication and manufacturability partner, concentrating on process control, geometry refinement, and long-term production consistency, not concept-stage design. Sterling is not suited for one-off or hobbyist prototypes; its strength lies in sustained production programs.
Here are the core characteristics that distinguish Sterling Sintered Technologies:
In-House Tooling and Process Control: All compacting dies and punches are designed, built, and maintained internally. This provides direct control over tolerances, geometry, and press performance, including multi-level compacting on presses up to 110 tons.
Capability for Complex Sintered Geometry: Internal tooling capabilities support multi-level features, controlled compaction pressures, and consistent density for structurally demanding parts. Components weighing more than approximately 500 grams are generally outside Sterling’s core focus.
Integrated Secondary Operations: Sizing, coining, heat treatment, CNC machining, surface finishing, and impregnation services support final dimensional calibration and functional performance without added vendor complexity.
Production Volumes Matched to OEM Needs: Programs typically range from 500 parts per year to as many as 500,000 parts per week, supporting growth from early production through full-rate manufacturing.
Experience Across Precision-Driven Industries: Production supports medical devices, plumbing systems, lock hardware, power tools, firearms, household appliances, and lawn and garden equipment.
Quality-Focused Manufacturing Systems: ISO 9001:2015 registration reflects an emphasis on process discipline, batch consistency, delivery reliability, and early engineering involvement to reduce production risk.
With the right partner in place, precision becomes a predictable outcome rather than a recurring concern.
Conclusion
Selecting a high-precision parts manufacturer affects cost stability, dimensional consistency, and delivery performance across the full life of a production program. For OEMs producing at scale, powder metallurgy offers a repeatable path to precision that reduces material loss, limits secondary processing, and supports long-term manufacturing control.
If your team is evaluating a machined component for cost reduction or planning a high-volume program that demands consistent tolerances, Sterling Sintered Technologies can support a manufacturability review focused on production readiness and risk reduction.
Contact us today to discuss your part requirements and determine whether powder metal manufacturing is the right fit for your application.
FAQs
What is high-precision manufacturing?
High precision manufacturing refers to producing metal components with tightly controlled dimensions, consistent material properties, and predictable performance across repeated production runs. In industrial settings, precision depends on process stability, tooling control, and inspection discipline rather than single-part accuracy alone.
What is precision parts manufacturing?
Precision parts manufacturing focuses on producing components that must fit, function, and perform consistently within an assembly. This approach emphasizes repeatability, controlled tolerances, and compatibility with downstream operations such as assembly, heat treatment, or surface finishing.
How do production volumes affect precision outcomes?
As production volumes increase, maintaining precision becomes more dependent on tooling condition, process repeatability, and material consistency. Methods that rely heavily on manual adjustment or frequent tool changes often show dimensional variation over long runs.
When should OEMs involve a manufacturer during part refinement?
Manufacturers add the most value after a part’s functional design is complete but before production tooling is finalized. Early feedback during this stage can reduce secondary operations, stabilize tolerances, and lower long-term production costs.
What tolerance information should be shared during sourcing discussions?
OEMs should clearly identify which dimensions are function-critical versus reference-only. Providing functional tolerance priorities allows manufacturers to focus process control where it matters most, avoiding unnecessary cost tied to non-critical features.


