Material utilization in sintering averages nearly 95%, compared with roughly 55% for wrought processes, prompting many capital goods manufacturers to question machining-intensive production strategies.
That gap becomes personal when you manage high-volume metal parts and watch scrap, tool wear, and secondary operations steadily inflate costs while forecasts grow harder to defend.
In this blog, we’ll explore engineered sintered components, why OEMs shift toward them at scale, where they outperform machining or casting, and what has changed in production expectations.
Key Takeaways:
Engineered sintered components reduce material waste by forming geometry directly, which helps stabilize cost in high-volume metal part programs.
As production scales, machining cost models often break down due to scrap, tool wear, and layered secondary operations.
Sintered components support complex internal features without machining penalties, making them well-suited for repeatable, high-volume production.
Material selection and design adjustments strongly influence dimensional stability, yield, and long-term production predictability in sintered parts.
Programs benefit most when sintered components replace machined parts at volumes exceeding five hundred units annually.
What Are Engineered Sintered Components?
Engineered sintered components are precision metal parts produced through controlled powder compaction and sintering processes designed for consistency, repeatability, and predictable performance at volume. Unlike basic powder metal parts, these components rely on defined alloy blends, purpose-built tooling, and controlled sintering atmospheres to meet specific mechanical and dimensional requirements.
The process forms geometry directly rather than removing material, allowing complex internal features to be produced without extensive machining or excessive material waste. This approach supports stable dimensions across large production runs, making engineered sintered components suitable for applications where cost control and repeatability matter most.
Once you understand what engineered sintered components are, the next question is why so many OEMs adopt them as production volumes increase.
Why OEMs Are Shifting to Engineered Sintered Components at Scale

As production volumes rise, many OEMs find machining-based cost models break down under material waste, tool wear, and compounding secondary operations. At that point, sintered components gain attention because they address structural cost drivers rather than incremental process issues, especially in repeatable, high-volume programs. Here are the primary reasons OEMs make this shift at scale:
Material Waste Reduction: Subtractive machining often converts more than half of purchased raw stock into scrap, while sintering forms parts directly from powder with minimal loss.
Complex Geometry Without Machining Penalties: Internal splines, multi-level features, and non-cylindrical shapes can be pressed directly, avoiding slow cycle times and excessive tool degradation.
Predictable Cost Beyond Prototype Volumes: Once tooling stabilizes, sintered parts maintain consistent unit pricing across long production runs where machining costs continue climbing.
Reduced Dependence on Secondary Operations: Net or near-net shape manufacturing limits downstream machining, lowering labor exposure and simplifying scheduling for high-volume production lines.
Cost and geometry advantages matter, but material selection ultimately determines whether sintered components meet your mechanical and environmental requirements.
If you want to see how these shifts work in practice, review Sterling Sintered Technologies' case studies across power tools, plumbing, appliances, and lock hardware programs.
Core Materials Used in Engineered Sintered Components
Material selection plays a central role in determining whether sintered components meet strength, wear, corrosion, and dimensional stability requirements at the production scale. Engineered sintered components rely on specific metal families that support controlled compaction behavior, predictable sintering response, and repeatable mechanical performance.
Here are the primary material groups commonly used in engineered sintered component applications:
Material Family | Typical Applications | PM-Specific Advantage |
Iron and Iron Alloys | Gears, hubs, structural load-bearing components | Density control supports strength, fatigue resistance, and stable dimensions across high-volume production runs. |
Bronze | Bearings, bushings | Controlled porosity allows oil impregnation, supporting self-lubricating performance not achievable through machining methods. |
Brass | Valves, fittings, fluid handling components | Corrosion resistance and consistent geometry achieved without extensive secondary machining operations. |
Stainless Steel 300 Series | Medical devices, corrosion-sensitive components | Austenitic structure provides corrosion resistance with stable dimensional behavior during sintering. |
Stainless Steel 400 Series | Mechanical and security components | Higher strength and magnetic properties maintained through controlled compaction and sintering conditions. |
Even with suitable materials, part design determines whether sintered components achieve stable dimensions and acceptable yield at production scale.
Design Rules That Make Sintered Components Manufacturable
Design for manufacturability determines whether a sintered component delivers stable dimensions, acceptable yield, and predictable cost once production moves beyond early volumes. Rather than creating new part designs, this process focuses on refining existing geometry so it aligns with powder compaction behavior and sintering characteristics.
Here are the primary design considerations that define manufacturable engineered sintered components:
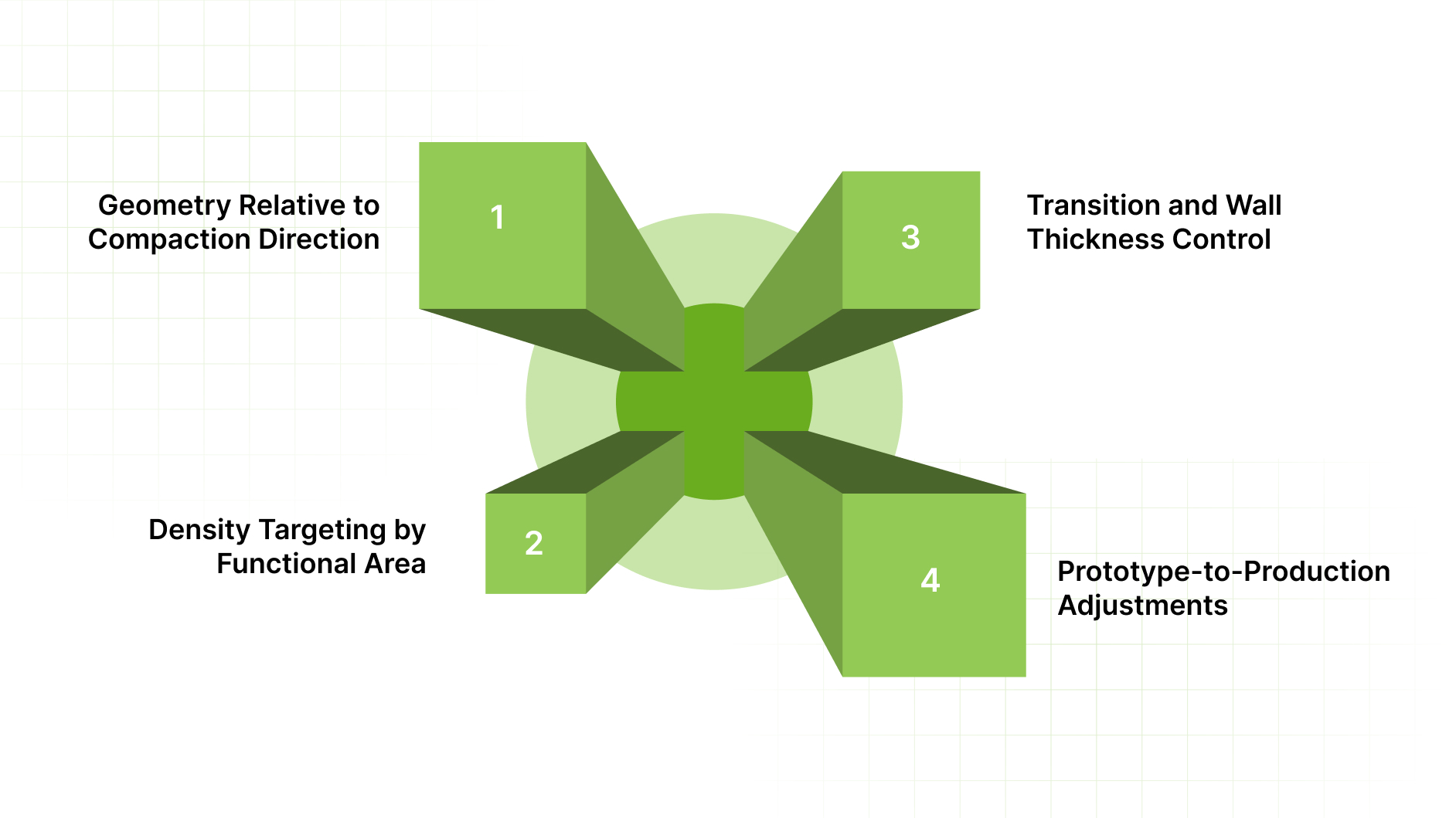
Geometry Relative to Compaction Direction: Features must align with pressing direction to prevent density variation, cracking risk, and dimensional instability during compaction and sintering.
Density Targeting by Functional Area: Load-bearing regions require higher density, while non-critical sections can reduce mass without compromising part performance or durability.
Transition and Wall Thickness Control: Smooth transitions and consistent wall thickness support uniform compaction and reduce distortion during the sintering cycle.
Prototype-to-Production Adjustments: CNC prototype dimensions often require modification to account for shrinkage behavior and density-driven dimensional change in sintered production.
Beyond pressing and sintering, additional operations often determine whether parts arrive ready for assembly or require further internal handling.
Secondary Operations That Produce Assembly-Ready Components
Most sintered components require additional processing to meet final dimensional, functional, or surface requirements before they are ready for assembly. Managing these steps across multiple vendors often introduces scheduling risk, inconsistent quality, and extended lead times for high-volume production programs.
Here are the common secondary operations applied to engineered sintered components:
Thermal and Chemical Treatments: Heat treatment, steam oxidation, copper infiltration, and vacuum sintering adjust hardness, wear resistance, and dimensional stability based on application needs.
Precision Machining Operations: Drilling, tapping, milling, grinding, honing, and broaching complete critical features that cannot be formed directly during compaction.
Sizing and Coining: Post-sinter sizing corrects minor distortion and refines tolerances through controlled pressing after the sintering cycle.
Impregnation for Functional Performance: Oil or resin impregnation fills controlled porosity in bronze components, supporting long-term self-lubricating bearing applications.
Surface Finishing Processes: Plating, coatings, and vibratory finishing improve corrosion resistance, appearance, or surface interaction based on end-use requirements.
With process and material considerations defined, it helps to see where sintered components already support demanding production environments.
Industry Applications for Engineered Sintered Components
Engineered sintered components are used where part complexity, repeatability, and production volume intersect with strict cost and dimensional control requirements. These applications typically involve metal-intensive products where machining limitations become visible as volumes rise and geometry grows more demanding.
Here are common industry applications where engineered sintered components are widely applied:
Medical Devices: Small stainless steel components support diagnostic and surgical equipment where dimensional consistency, corrosion resistance, and repeatable performance remain critical.
Plumbing and Fluid Handling: Brass and stainless parts form internal passages and valve features directly, reducing machining steps while maintaining corrosion resistance and pressure integrity.
Lock Hardware and Security Systems: Complex cams, cylinders, and internal mechanisms rely on precise geometry produced consistently across large production runs.
Hand Tools: Iron-based gears and housings support high torque loads and repeated mechanical stress in ratchets, wrenches, and drive mechanisms.
Firearms Components: Dense, repeatable metal parts support safety-critical internal mechanisms where dimensional stability and material consistency are essential.
Household Appliances: Oil-impregnated bronze and iron components reduce noise and wear in drivetrain assemblies operating continuously over long service lives.
Lawn and Garden Equipment: Rugged sintered parts resist vibration and cyclic loading in outdoor power equipment subjected to frequent starts and variable operating conditions.
Once you identify suitable applications, supplier capability becomes critical for maintaining consistency, scale, and production reliability over time.
How Sterling Sintered Technologies Supports OEM Production
Sterling Sintered Technologies focuses on high-precision powder metal manufacturing for OEMs requiring consistent quality, controlled scale, and predictable production outcomes across long-running programs. The company operates as a manufacturing and technical partner, concentrating on manufacturability refinement, repeatability, and supply reliability rather than early-stage product design.
Here are the core capabilities and characteristics that define Sterling Sintered Technologies:
In-House Tooling and Precision Manufacturing: All compacting dies and punches are designed and built internally, allowing tight control over tolerances, geometry, and press behavior across large production runs.
Support for Complex Sintered Geometry: Internal tooling expertise enables multi-level features, high compaction pressures, and consistent density control for parts with demanding mechanical requirements.
Comprehensive Secondary Operations: Secondary services include sizing, coining, heat treatment, CNC machining, surface finishing, and impregnation to meet final dimensional and functional requirements.
Broad Industry Support: Production experience spans medical devices, plumbing, lock hardware, power tools, firearms, household appliances, and lawn and garden equipment applications.
Material Control and Waste Reduction: Powder metal processing results in minimal or near-zero material waste, supporting cost control and predictable part geometry.
Quality-Driven Manufacturing Systems: As an ISO 9001:2015 registered manufacturer, the company emphasizes process control, delivery reliability, and early engineering involvement to reduce production risk.
A clear assessment of volume, geometry, and material requirements helps you move forward with confidence before committing to production tooling.
Conclusion
Engineered sintered components make sense when part geometry, material waste, and secondary machining costs disrupt predictability across high-volume metal component programs. For qualified applications, this approach supports repeatable dimensions, stable pricing, and long-term production confidence without compounding cost exposure common in machining-heavy processes.
If your team is evaluating sintered components for an existing or upcoming program, Sterling Sintered Technologies can review designs for manufacturability and production fit.
Contact us today to discuss volume requirements, material constraints, and production expectations before committing to tooling or long-term manufacturing decisions.
FAQs
What are sintered products typically used for?
Sintered products are commonly used in applications requiring repeatable geometry, controlled material properties, and stable performance across medium to high production volumes. They are frequently found in mechanical assemblies where internal features, consistent fit, and long service life matter more than cosmetic surface finish.
What is the difference between sintered steel and conventional steel?
Sintered steel is formed from compressed metal powder bonded through heat, while conventional steel is melted, cast, or machined from solid stock. This difference affects internal structure, material usage, dimensional repeatability, and how complex features are formed during manufacturing.
How are sintered parts manufactured?
Sintered parts are manufactured by compacting metal powder into a die, followed by heating in a controlled furnace to bond particles without melting. This process creates a solid component with defined geometry and material characteristics established during compaction rather than through material removal.
Are sintered components suitable for load-bearing applications?
Sintered components can support load-bearing applications when material selection, density targets, and part geometry are matched to mechanical requirements. Performance depends on controlled compaction and sintering conditions rather than assuming equivalence with wrought material properties.
How early should sintering be considered during product development?
Sintering should be evaluated once production volumes and part geometry begin exceeding what machining-based cost models can support. Early consideration helps avoid late design changes that complicate tooling, scheduling, and long-term production economics.