Black oxide is only “best” when it survives receiving, storage, handling, and real exposure without creating rework or acceptance disputes.
At the production scale, outcomes are driven by three controllable levers: the route (hot/mid-temp/cold), the after-treatment (oil/wax/sealer), and the verification method used to release lots.
This guide shows how to choose the right configuration, what to lock into the RFQ to prevent finish drift, and how to avoid the common failure mode—parts that pass inspection but rust, stain, or get rejected later.
Key Takeaways
“Best” black oxide is application-fit, defined by the process route, after-treatment, and acceptance method, not a generic label.
Corrosion resistance is driven mainly by the post-treatment and handling/packaging controls; the oxide layer alone is not the protection system.
Select the black oxide route (hot, mid-temp, cold) based on program constraints; select the after-treatment based on exposure conditions and cleanliness limits.
Lock the decision into the RFQ: required outcomes, acceptance method, and change boundary so performance does not drift after award.
What “Best Black Oxide” Means for Steel Parts in a Production Program
In a production program, “best black oxide” is not a finish you pick from a spec sheet. It is a finish system you can run repeatedly without turning the line into a rework loop or forcing QA to negotiate acceptance after parts arrive.
Start by defining what “best” must protect in your program:
Exposure severity. What the part will actually see in service and during storage: humidity, fingerprints, salt-laden air, cleaners, coolant mist, or oily handling. This sets the minimum corrosion outcome you will accept.
Cosmetic bar. Whether appearance is functional (customer-facing, branded hardware, visible assemblies) or simply “uniform enough” for internal components. This defines how tightly you must control color uniformity, streaking, and lot-to-lot consistency.
Oil/no-oil constraint. Many programs have downstream restrictions (paint, adhesive bonding, electrical contact, clean assembly, packaging). If the part cannot ship oily, “best” has to be defined around a controlled alternative and a verification method that still holds at receiving.
Handling and packaging reality. Black oxide performance is sensitive to what happens after processing: touchpoints, time-in-transit, packaging materials, and storage conditions. If the packaging control is weak, the finish will look inconsistent even if the process step was stable.
Verification expectation. “Best” must be measurable. Leadership needs an acceptance method that receiving and QA can apply without ambiguity—especially when the first cosmetic dispute or corrosion complaint hits.
At a decision level, black oxide should be treated as a conversion finish. It changes the steel surface; it does not, by itself, define the full corrosion outcome.
The finish only becomes production-relevant when you define the system outcome you are buying, including the post-process controls that keep the surface stable through handling and storage.
To keep decisions clean, frame “best” in two outcome buckets:
Appearance outcome
Uniformity expectations, allowable variation by lot, acceptable defects (streaks, rub marks, iridescence), and how parts will be inspected and under what lighting or reference standard.
Corrosion and handling outcome
The minimum acceptable resistance to your exposure conditions plus the controls that keep performance from degrading during packaging, transit, and storage.
This sets the logic for the rest of the article:
First, decide which processing route can deliver your required outcomes consistently at cadence.
Then define the post-process system that delivers corrosion and handling performance.
Finally, lock it into governance so the finish does not drift after the award.
With “best” defined in enforceable terms, the decision shifts to selecting the process route that can deliver those outcomes consistently at production cadence.
Which Black Oxide Process Route Fits Your Steel Part: Hot vs Mid-Temp vs Cold
Standardizing a black oxide route is a production decision, not a finishing preference. The route determines what “stable” means at cadence: how consistent the color/appearance is across lots, what processing constraints you inherit, and how much variability you will need to manage downstream.
Post-treatment will still drive most corrosion performance, but the route sets the baseline you are building on.
Hot Black Oxide
Hot black oxide is usually selected when the program needs the most repeatable, production-grade baseline for appearance and finish uniformity across runs.
Use it as the default route when:
Cadence is high, and reorders are frequent. You need the same visual outcome month after month, not a one-off “good lot.”
Appearance must remain consistent across multiple suppliers or lines. Hot processes tend to be easier to standardize and audit as a repeatable lane.
You want fewer arguments upon receiving. A more consistent baseline reduces “acceptable vs not acceptable” debates, especially when the cosmetic bar is real.
Risk signals that belong in route selection:
Part heat sensitivity and distortion risk. If the steel part, geometry, or prior processing is sensitive to elevated temperatures, route risk rises.
Throughput constraints. If the line is schedule-bound and bottlenecks cannot be absorbed, the route must match real capacity and turnaround expectations.
Choose hot black oxide when baseline consistency is the priority, and the part can tolerate the process window without creating distortion or dimensional instability concerns.
Mid-Temperature Black Oxide
Mid-temperature routes usually show up when hot black oxide is directionally “right,” but program constraints make full-temperature processing harder to defend.
It tends to fit when:
The part or prior processing raises heat sensitivity questions. You need a black oxide baseline while reducing thermal exposure risk.
Operational constraints exist on the finishing side. Facility capability, handling limits, or compliance constraints can push teams to a mid-temp lane.
You need a more conservative route for certain assemblies. Where distortion risk is a known failure mode, mid-temp lanes can be used to lower that exposure.
What to verify before standardizing:
Appearance stability at cadence. Mid-temp can be viable, but leaders should require proof across multiple lots, not a single qualification set.
Downstream fit with inspection. If a mid-temp route increases lot-to-lot variability in appearance, you need tighter visual standards and acceptance governance (handled later in the RFQ section, not here).
Choose mid-temp routes when hot black oxide is structurally preferred, but part sensitivity or operational constraints require a less aggressive processing window.
Cold Black Oxide
Cold black oxide is often misunderstood in production programs because it can produce a visually acceptable black appearance, which tempts teams to treat it as equivalent. It is not equivalent to a standardized route for demanding programs.
Where it fits cleanly:
Touch-up and localized repair. When you need to restore appearance in small areas without rerunning a full process route.
Light-duty programs with a primarily cosmetic requirement. Where exposure severity is low, and the “best” definition is appearance-first.
Prototype or pilot scenarios. When you need quick visual feedback before committing to a production lane.
How to avoid overpromising:
Do not standardize cold black oxide for exposure-driven performance requirements. If corrosion behavior is mission-critical, the program should treat cold routes as insufficient unless proven otherwise through your own acceptance criteria and verification (governance comes later).
Do not let “it looks good” substitute for production stability. A route that passes a single lot can still create scrap or rework at scale when appearance drifts.
Choose cold black oxide when speed, touch-up utility, or cosmetic-only expectations are the governing constraints, never by default for production-grade programs with real exposure or durability requirements.
Route Selection Inputs to Lock Before Post-Treatment Decisions
To choose the correct black oxide lane without drifting into sealer or after-treatment debates, keep route selection tied to these program inputs:
Steel substrate and baseline condition: How consistent the incoming surface condition is, what the known variability sources are, and how tightly the steel supply is controlled across lots.
Heat sensitivity and distortion exposure: Geometry and section thickness, flatness/straightness sensitivity, and any prior heat treat or process history that increases distortion risk.
Throughput and lead-time requirements: Whether finishing must support a repeat replenishment cadence without creating bottlenecks, re-queues, or schedule volatility.
Cosmetic acceptance stability: Whether appearance must remain consistent across lots, suppliers, and time, not merely “acceptable on the current run.”
Route selection establishes the baseline. Corrosion performance and handling durability are primarily delivered by the post-treatment system and the verification method used to control it.
The After-Treatment Choice That Determines Whether Black Oxide Performs
Black oxide is a system finish. The oxide layer sets the visual baseline. The post-treatment largely determines corrosion resistance, handling durability, and whether parts arrive usable or arrive needing cleanup.
A Decision Ladder for Post-Treatment Selection
Use the constraint order below. It keeps decisions aligned to operational reality.
Step 1: Lock the handling constraint (oil vs no-oil).
Oil fits when a light film is acceptable, and transfer is not a downstream defect (gloves, packaging, assembly surfaces).
Wax fits when you need a drier feel than oil, but still need a protective film that resists handling.
Sealer/topcoat fits when you need lower transfer, better rub resistance, or more durable protection through shipping, kitting, and line-side exposure.
Step 2: Match the after-treatment to exposure and cleanliness risk.
Higher exposure and longer storage windows push the system toward more controlled post-treatment, not a different oxide label.
Cleanliness constraints (no contamination transfer, no oily residue, parts go straight to assembly) push toward wax or sealed systems.
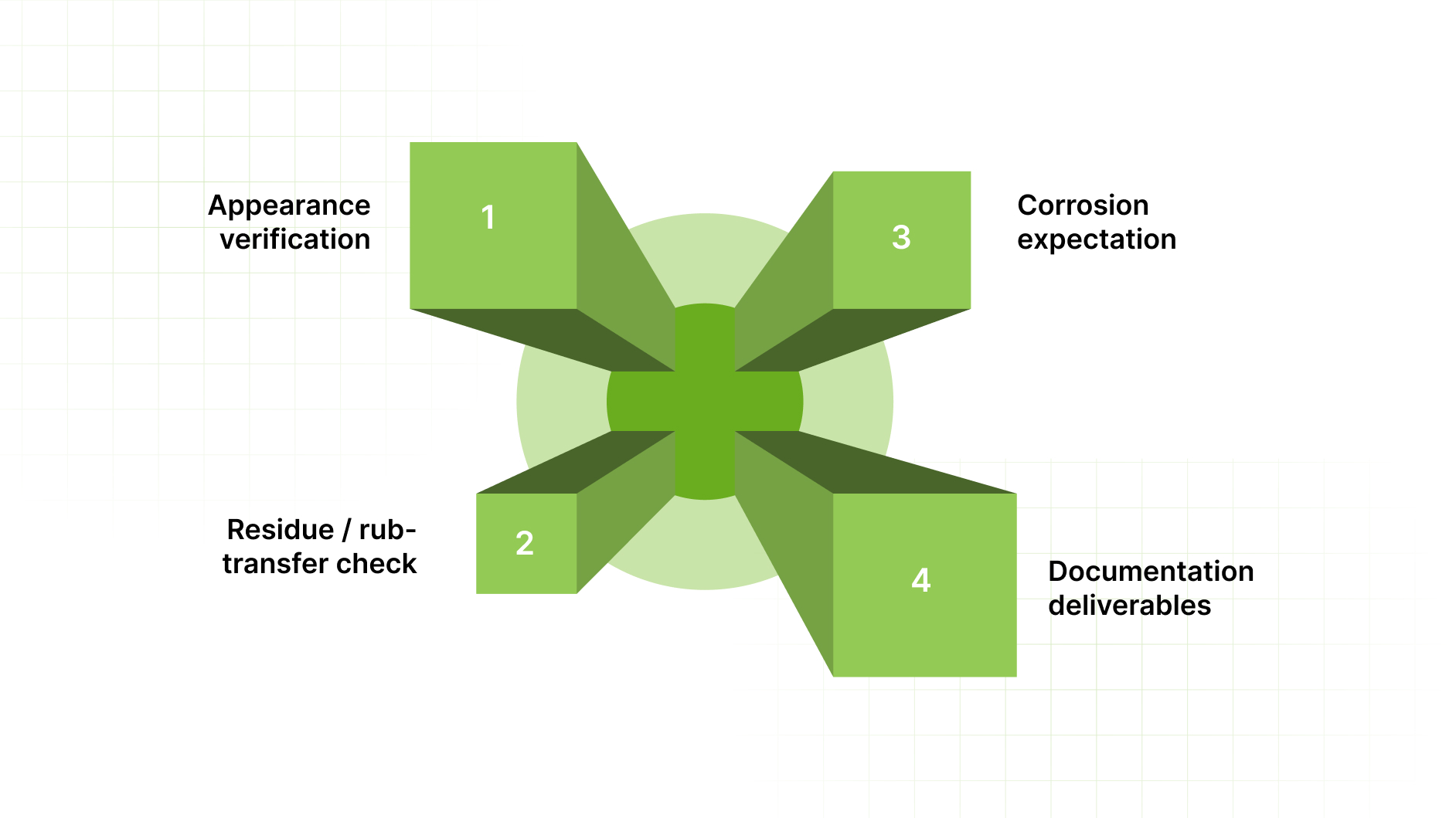
Step 3: Define what “performance” means in verifiable terms.
Keep verification executive-grade and outcome-based:
Corrosion expectation framing: Define whether you need “handling protection,” “warehouse storage protection,” or “field exposure protection,” and require verification aligned to that expectation.
Handling/rub transfer checks: Confirm whether the finish sheds, smears, or transfers under normal handling.
Packaging compatibility checks: Confirm the finish remains stable through the packaging method you actually use (bagging, VCI, dividers, bulk pack).
Operational reality that changes outcomes: shipping conditions, storage duration, humidity swings, and line-side handling routines often control whether black oxide “performs” more than the oxide step itself.
Black Oxide Configurations for Steel Parts: Route + Post-Treatment Outcomes
Configuration | Best-fit use case | Handling/cleanliness impact | Verification ask | Common failure mode |
|---|---|---|---|---|
Hot black oxide + oil | General-purpose protection where oil film is acceptable | Highest transfer risk; may require wipe-down or controlled handling | Rub/transfer check + packaging stability check | Oil migration, inconsistent appearance after handling |
Hot black oxide + wax | Drier handling with moderate protection needs | Lower transfer than oil; can still mark under aggressive handling | Rub resistance check + pack-and-unpack stability check | Wax unevenness; scuff/marking during kitting |
Hot/mid-temp black oxide + sealer/topcoat | Lower-transfer programs or higher durability needs through shipping/handling | Best control for low-transfer requirements when specified correctly | Transfer check + defined corrosion expectation verification + packaging compatibility | Sealer variability; adhesion/coverage gaps; performance drift across lots |
Cold black oxide + oil (touch-up/light duty) | Touch-up, low-duty cosmetic blackening, non-critical protection | Transfer present; protection expectation must remain limited | Handling transfer check; limit claims to light duty | Overpromising corrosion protection; cosmetic inconsistency |
Cold black oxide + sealer/topcoat (where applicable) | Touch-up/light duty with improved handling vs oil alone | Lower transfer than oil, but still constrained by cold-route limits | Transfer check + short-window storage stability check | Mismatch between expectation and route capability |
Select the configuration that matches the program’s exposure and oil/no-oil constraints. Treat the verification ask as the minimum evidence required at receiving and early runs to confirm the finish is controlled, not assumed.
The RFQ section then formalizes those expectations and defines the re-approval boundary.
RFQ and Control-Plan Requirements That Keep the Finish Consistent After the Award
Black oxide only stays “best” when the delivered condition matches the intended condition across lots, reorders, and supplier change events. That consistency is not enforced by the oxide layer alone. It is enforced by clear outcome definitions, a measurable acceptance method, and a change boundary that prevents silent substitutions.
RFQ inputs that prevent “same finish name, different result.”
Include these as explicit fields in the RFQ, not as informal notes:
Steel definition and incoming condition
Steel grade/spec callout.
Required incoming surface condition baseline (e.g., “uniform pre-finish surface condition required; no mixed mill scale states within a lot”).
Any constraints tied to heat sensitivity or distortion risk (if already identified in route selection).
Configuration lock
Black oxide route selection (hot / mid-temp / cold) as the approved lane.
Post-treatment requirement (oil/wax/sealer/topcoat) as a required outcome, not optional.
Appearance outcome
Reference standard for appearance acceptance (your internal visual standard, master panels, or defined “match to” samples).
Explicit definition of unacceptable conditions (e.g., blotchiness, streaking, color non-uniformity beyond approved reference, bare spots).
Handling and cleanliness constraint
Oil/no-oil requirement stated as a program constraint.
Allowable residue/transfer expectation (define this as pass/fail checks; avoid vague “light oil acceptable” phrasing).
Any downstream constraints (paint adhesion, bonding, laser marking, electrical contact, clean handling).
Packaging and preservation
Packaging method requirements that protect the post-treatment (bag type, separators, VCI allowance or prohibition, moisture control if relevant).
Shipping/storage constraints (no mixed lots, protection from abrasion, defined shelf/hold expectations if you use them internally).
Acceptance definition that QA can run without interpretation drift
Your acceptance method must make it difficult for three groups (supplier, QA, and manufacturing) to each enforce a different version of “good.”
Define acceptance by what is checked, how it is checked, and what pass/fail means:
Appearance verification
Inspection method: visual comparison to the approved reference under defined lighting/inspection distance.
Sampling framing: receiving sampling for each lot, plus early-run checks during ramp (cadence can tighten later).
Pass/fail: match to reference; define the failure triggers that constitute a lot hold.
Residue / rub-transfer check
Simple, repeatable handling check tied to your oil/no-oil constraint.
Define what constitutes “acceptable transfer” vs “unacceptable transfer” for your assembly environment.
Corrosion expectation
If corrosion performance matters, specify the expectation and the evidence required (test method + report deliverable).
Keep this outcome-based. Do not let suppliers substitute “we use our standard oil” in place of an agreed verification method.
Documentation deliverables
A lot-level certificate that states the approved configuration was used (route + post-treatment).
Any required inspection records for appearance/residue checks per lot (as applicable to your risk level).
Change the boundary that prevents silent substitutions
Most “finish failures” at volume appear after a change that was treated as minor. Put the change boundary in writing.
Require re-approval for changes to any of the following:
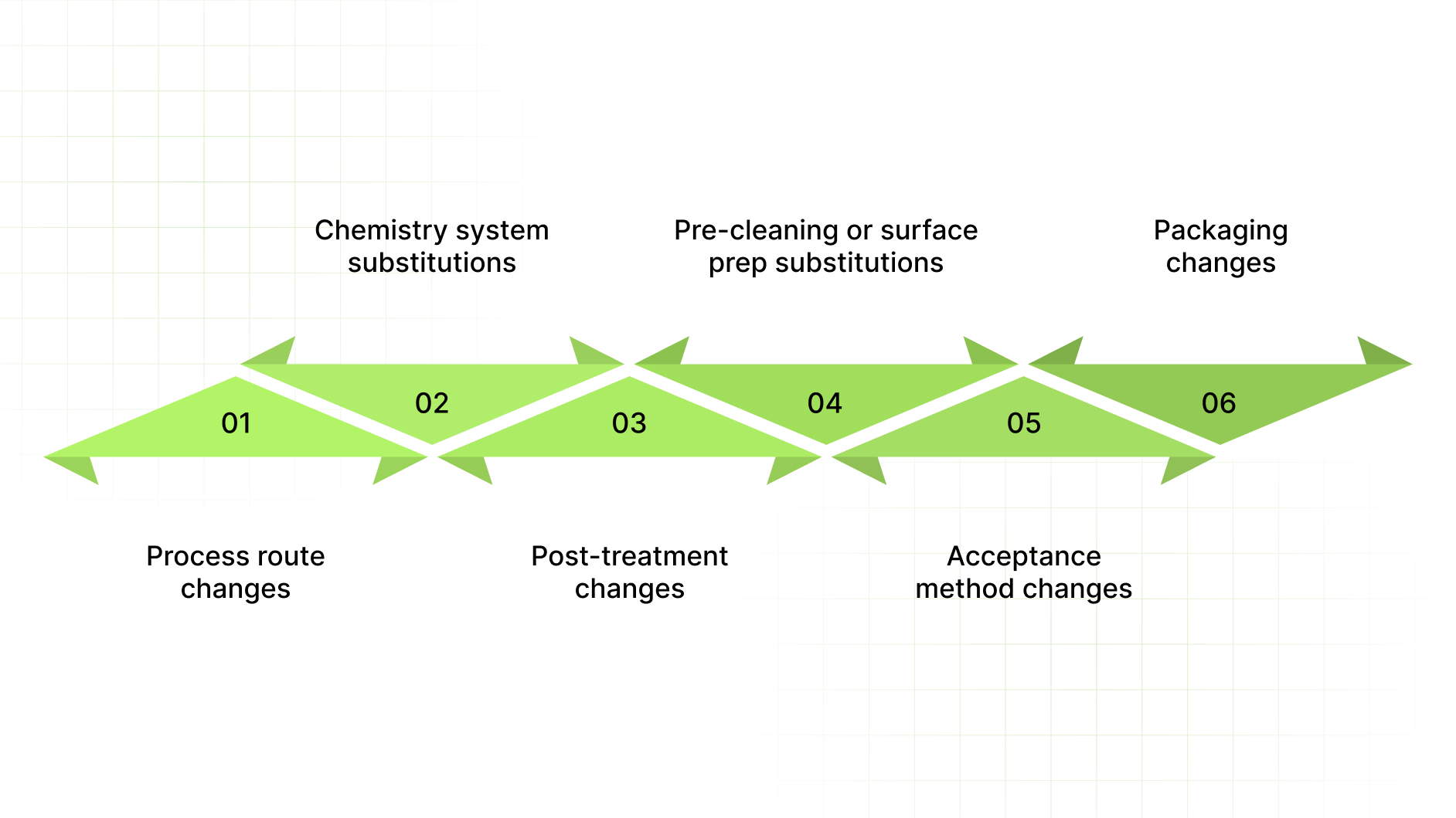
Process route changes (hot ↔ mid-temp ↔ cold).
Chemistry system substitutions within a route that can alter appearance or behavior.
Post-treatment changes (oil ↔ wax ↔ sealer/topcoat), including brand/type changes if performance is sensitive.
Pre-cleaning or surface prep substitutions that alter cosmetic outcome or adhesion/transfer behavior.
Acceptance method changes (test method, sampling plan, lighting/inspection conditions, rub-transfer procedure).
Packaging changes that affect preservation, residue, abrasion, or moisture exposure.
Make the rule explicit: no change is “equivalent” unless it is approved against the same acceptance method.
Traceability requirements that prevent mixed outcomes in receiving and assembly
Black oxide issues become expensive when mixed conditions enter the WIP, and you cannot isolate the scope.
Specify:
Lot and sub-lot identification on packaging and paperwork.
Configuration identification on documentation (route + post-treatment).
Segregation controls (no mixing lots in a container; clear labeling for oil/no-oil handling).
Containment expectation if a failure is found (what gets held, how far back isolation goes, what is required to restart release).
A controlled RFQ and control plan keep the finish consistent when black oxide is the right choice. The remaining decision is boundary-setting, where exposure, cleanliness constraints, or downstream requirements make a different finish strategy easier to defend.
When Black Oxide Stops Being the Right Finish for Steel Parts
Black oxide performs well when the program can accept a controlled preservation system and verify it consistently. It becomes hard to defend when operating constraints remove the levers that deliver protection, stability, and clean acceptance.
Stop condition: Corrosive exposure combined with strict no-oil / no-residue rules
In harsher environments, corrosion performance is usually carried by the post-treatment film and preservation method.
When the program cannot tolerate oil, wax, or any transferable protection, black oxide can turn into repeat corrosion returns or repeated acceptance debates, especially after longer storage or transit.
Stop condition: Cleaning or washing regimes that remove the protection system
Many failures show up after parts enter the real cleaning loop. Alkaline cleaners, solvents, wash cycles, or frequent re-cleaning can strip post-treatment films and shift surface behavior over time.
When the actual cleaning regimen defeats preservation, black oxide becomes a variable the program has to manage continuously.
Stop condition: Downstream processes that treat transfer as a defect
If the assembly environment cannot tolerate residue or rub-off paint, bonding, electrical contact, contamination-sensitive build steps, black oxide often introduces operational friction.
A “dry requirement” is workable only when the configuration, handling discipline, and verification method are designed to support it.
Stop condition: Cosmetic tolerance that leaves no room for normal lot variation
Black oxide can meet demanding appearance requirements, but it is sensitive to incoming steel condition and process discipline.
If the acceptance posture is effectively “no visible lot-to-lot variation” across replenishment cycles and suppliers, the finish can become a recurring dispute rather than a stable spec.
Stop condition: Storage and service expectations that exceed preservation controls
When parts sit for long periods, ship through uncontrolled conditions, or face wide humidity swings without controlled packaging, black oxide can be fragile as a corrosion strategy.
In these cases, finishes that provide stronger inherent barrier protection are often easier to enforce.
If black oxide must remain for program reasons
Where black oxide is locked for legacy, mating behavior, or aesthetic consistency, treat it as a controlled system rather than an assumed finish.
Use a configuration that meets the transfer constraint, requires verification aligned to real exposure, and lock preservation controls so performance does not depend on best-case storage.
Alternative finish categories to evaluate:
Zinc-based coatings (plated or mechanical) when corrosion resistance is the dominant requirement.
Phosphate systems (often paired with oil), when controlled, have lubricity and handling behavior that are acceptable.
Electroless nickel/nickel plating when barrier protection and tight appearance uniformity are required.
Paint/topcoat stacks when corrosion and cosmetics must be managed as a coating system, not a conversion finish.
If the program is already seeing corrosion returns, lot-to-lot variation, or recurring internal debate over acceptance, a structured finish review typically resolves the decision faster than another quoting cycle.
Request a Finish Review From Sterling Sintered for Finish-Ready Steel Components
If finish variation is showing up across lots, corrosion expectations are unclear, or “oiled vs dry” handling is causing internal friction, a short finish review typically costs less than another re-quote cycle.
Sterling Sintered can help you turn “black oxide finish” from a label into a controlled, repeatable, delivered condition by aligning the route, post-treatment, verification, and preservation controls to how your program actually receives and uses parts.
Their finishing operation is run under an ISO 9001:2015 quality system with part-specific process control plans and traceability, which is the backbone you need when disputes show up months into production.
Where Sterling reduces program risk
A controlled configuration recommendation. A clear lane decision (route + after-treatment direction) tied to your constraints, exposure, oil/no-oil requirements, cosmetic bar, and throughput reality, so the program does not drift into “looks acceptable” decisions.
A verification ask that can be enforced by the receiving party. Practical evidence to request at receiving and early runs, so acceptance does not depend on interpretation differences between suppliers, QA, and manufacturing.
Change clarity. A clean re-approval boundary so “same finish name” does not mask substitutions in process, post-treatment, or packaging that change outcome.
Fewer handoffs when secondary processing is involved. Sterling provides in-house finishing services and also works with vetted third-party partners for specialized processes useful when the finish system requires more than one controlled step.
Single-thread accountability across manufacturing + finishing steps where applicable. Their broader model includes tooling, fabrication, finishing, assembly, and quality control under one workflow, reducing ambiguity when the root cause sits at an interface.
Request a finish review that returns a recommended black oxide configuration, the minimum verification evidence, and RFQ-ready control language.
Send the print and finish constraints to Sterling Sintered.
Conclusion
“Best” black oxide is not a brand claim or a single process label. In a production program, it is the configuration you can run repeatedly, route plus after-treatment, while holding appearance, handling behavior, and corrosion performance to a measurable acceptance method.
If you want black oxide to stay consistent across lots and suppliers, keep the decision sequence disciplined:
Select the process route that can hold your cosmetic and throughput expectations at cadence.
Select the after-treatment based on exposure and oil/no-oil constraints.
Lock outcomes, acceptance method, packaging/preservation, and the re-approval boundary into the RFQ and control plan.
If your program is already seeing finish variation, corrosion complaints, or internal debate over what “good” looks like, treat that as a control problem, not a sourcing problem.
A structured finish review is often the fastest way to converge on a finish system that is defensible in receiving and stable in production.
FAQs
1) How long does black oxide last on steel parts in storage?
Shelf life is usually determined by preservation controls, not the oxide itself. Storage duration, humidity swings, and packaging type drive outcomes. If long dwell time is expected, define a maximum storage window and a re-inspection or re-preservation rule.
2) Does black oxide change steel dimensions or tolerances?
It can affect functional fit when parts have tight mating surfaces or gauging methods that are surface-sensitive. If tolerance risk is high, call out which dimensions are finish-critical and specify how they will be measured after finishing.
3) Can black oxide be applied after heat treatment or carburizing?
Often yes, but surface condition and prior thermal processing can change appearance uniformity and acceptance stability. Programs typically treat this as a sequencing and verification issue: define the order of operations and require a first-run approval sample for appearance and handling.
4) Why do black oxide parts look different lot to lot, even from the same supplier?
Lot variation usually traces back to incoming steel surface condition, cleaning/prep variability, and packaging/handling differences after processing. If lot-to-lot shade matters, require a controlled visual reference standard and retain-approved samples for comparison.
5) Is black oxide suitable for stainless steel parts, or should we use a different black finish?
Standard black oxide expectations often differ on stainless, and outcomes are more sensitive to alloy family and process capability. If the part is stainless, confirm the specific alloy family and require an appearance and handling sample approval before standardizing the finish.