Powder metallurgy earns its place in high-volume sourcing when it reduces routing friction at cadence: fewer steps, fewer handoffs, and more stable output.
One technical reference notes that PM “typically uses more than 97% of the starting material in the finished part,” reducing waste and downstream cleanup. The bigger advantage is program control at volume when the design fits, and verification is defined up front.
This guide covers the decision-grade advantages, the fit screen that validates them, and the RFQ controls that keep the result defensible after award.
Key Takeaways
PM advantages show up when the part fits the lane: repeat demand, stable geometry, supported material family, and a verification plan that can run at cadence.
The real win is consolidation: fewer operations and fewer handoffs, because more functional geometry is formed instead of “recovered” downstream.
PM holds better at volume when controls are explicit: critical features mapped to pressed vs sized/coined vs machined features, with a clear inspection and reaction plan.
Material utilization can be a major lever, but only if the design avoids forcing broad secondary cleanup that erases net-shape intent.
Use a PM fit screen plus RFQ controls to avoid bad-fit awards that later turn into tooling churn and print renegotiation.
The Powder Metallurgy Advantages That Matter at Production Scale

Powder metallurgy earns its place in a production program only when the upside shows up in the routing, the control plan, and the day-to-day burden on operations. Treat “advantages” as measurable levers: fewer steps, fewer handoffs, more stable output, and fewer surprises once cadence starts.
Advantage 1: Net/near-net shaping cuts routing steps, not just price.
The value is step elimination. When geometry comes off the press-and-sinter route closer to final form, you can reduce machining passes, deburr work, and the inspection burden that follows. Fewer handoffs also mean fewer opportunities for drift to enter mid-route.
Case Study: A practical example of this advantage is a power tools program where the starting point was a machined brass part. The objective was straightforward: reduce cost by removing machining burden. Through concurrent engineering, the routing was simplified by eliminating six machining operations, with the final geometry completed as a single-compaction powder metal part.
Why this matters at the production scale: the benefit is not limited to unit economics. It reduces setups, queues, and inspection touchpoints that typically expand as volume increases, so the “advantage” shows up in day-to-day throughput stability, not just on a quote.
Advantage 2: Feature consolidation reduces part numbers and lowers interface risk.
At scale, many “precision” failures hide at interfaces: stacked tolerances, alignment at assembly, and rework at join lines. PM can consolidate multiple features into a single controlled part number when the design supports it.
That shifts effort from multi-part coordination to one controlled process window. It also reduces vendor handoffs, internal kitting complexity, and assembly labor exposure.
Advantage 3: Higher material utilization with less removal-driven variability.
PM starts with powder and forms geometry by compaction, which typically reduces how much material becomes chips during shaping.
Treat this as a directional benefit. The strategic value is lower exposure to removal-heavy variability, fewer waste streams to manage, and fewer downstream steps that exist only because the starting form was far from the final geometry.
Advantage 4: Repeatability at cadence comes from tooling-driven output and controlled cycles.
Production stability is rarely about one “perfect” run. It is about holding the same result across lots, shifts, and re-runs months later. PM is inherently tooling- and control-plan-driven.
When the process is disciplined, you rely less on operator heroics and more on repeatable inputs, stable tooling conditions, and defined verification gates.
Advantage 5: Functional porosity can be a performance feature when the spec calls for it.
In the right use cases, controlled porosity supports oil or resin impregnation and enables self-lubricating behavior.
It is a targeted advantage for bearings, bushings, and wear interfaces where the lubrication strategy is part of the performance requirement.
Advantage 6: Scalability improves when the process stays stable as demand rises.
A stable process scales cleaner than craft-heavy workflows. When volume increases, you want output to grow without proportional growth in rework loops, inspection firefighting, and supplier coordination. PM’s advantage shows up when verification discipline holds as cadence increases.
These advantages matter because they persist past initial feasibility and still hold when the program enters sustained production.
The decision is fit. Run a rapid screening to confirm that the part profile aligns with PM before tooling is committed.
How to Decide if Powder Metallurgy Wins Before Tooling Locks In
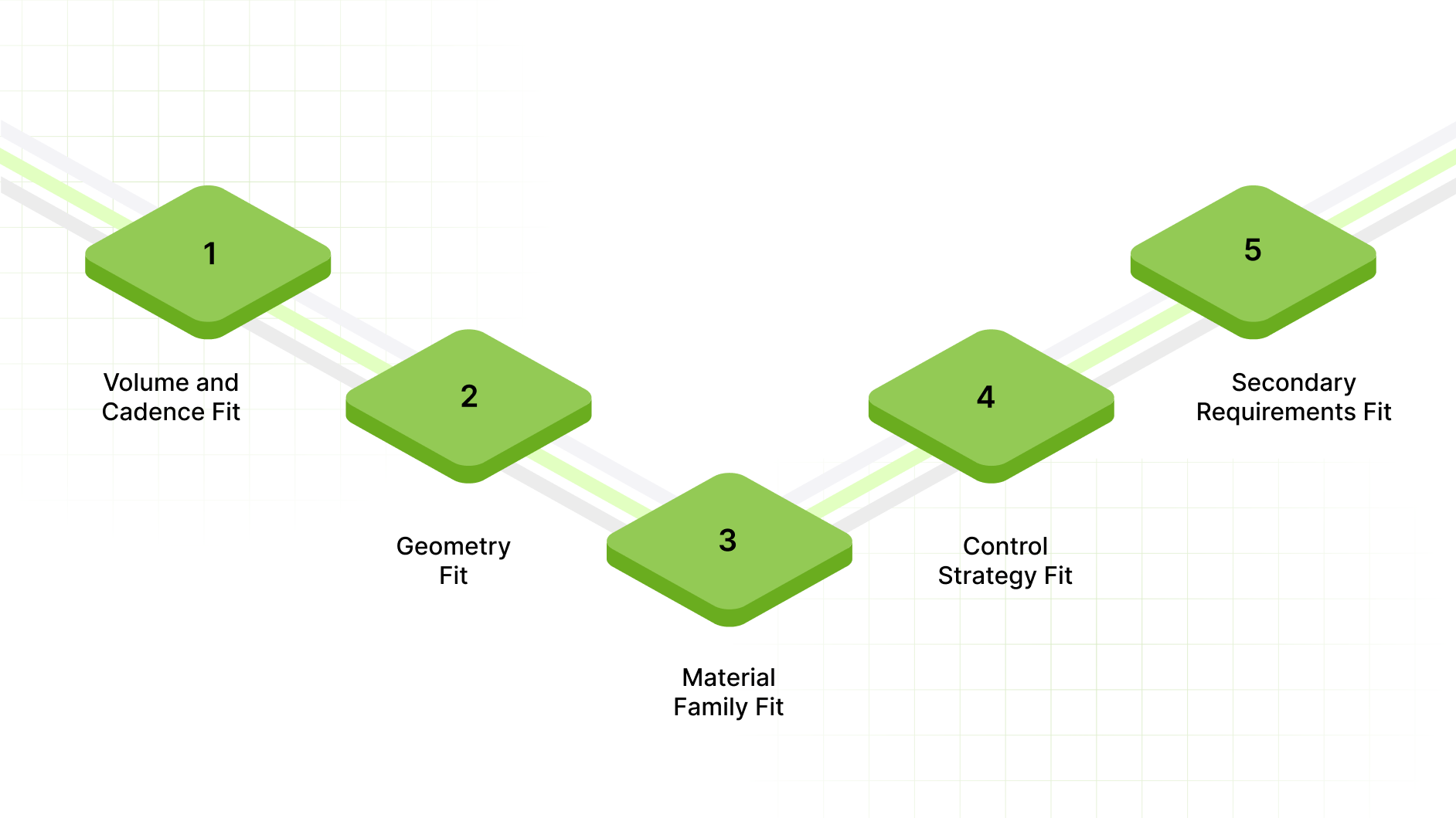
PM only “wins” when the advantages you expect show up in the routing and stay true at cadence. Use this screen to decide whether PM belongs in the viable lane before you spend time on tooling conversations.
Volume and Cadence Fit
PM is tooling-led. That matters most when production becomes repetitive and time-bound.
PM starts to outperform ad-hoc routes when you need stable output across runs, shifts, and reorders, not just a successful first build.
If the program is moving from prototypes to repeat cadence, evaluate PM early. Late route switches are where tooling churn and redesign stack up.
If demand is intermittent, the advantage often compresses because tooling and control overhead do not get leveraged enough.
Geometry Fit
PM is strongest when it can form useful geometry without turning the downstream route into a machining-heavy cleanup plan.
PM favors parts where net/near-net shaping removes multiple downstream steps.
Watch for geometry that forces broad secondary operations. If many critical interfaces must be finished anyway, the net/near-net advantage shrinks fast.
Treat “cleanup risk” as a routing signal. If the feature set pushes you toward blanket finishing, another route may be more defensible.
Material Family Fit
Do not debate grades until you confirm the route can reliably run the family you need.
Confirm feasibility at the family level first (iron/steel families, stainless families, copper-base families).
Eliminate routes that struggle under your exposure conditions (corrosion, wear, load, temperature).
Only after route feasibility is clear should you refine grade selection and secondary outcomes.
Control Strategy Fit
PM wins when critical-to-function features are mapped to the right control approach up front.
Classify critical features by how they will be controlled in routing terms:
Pressed: Expected to come off the primary forming step.
Sized/coined: Planned post-forming control to stabilize geometry.
Machined: Selected interfaces that must be finished for the function.
The route “wins” when most critical-to-function features sit in pressed or sized/coined control, and machining stays limited to defined interfaces.
Secondary Requirements Fit
Secondary requirements can either reinforce PM’s advantage or neutralize it. Treat them as early route filters.
If heat treatment, coating/plating, or specific surface conditions are inherent to performance, bake them into the route decision early.
Separate targeted outcomes (applied to defined interfaces) from blanket outcomes (added everywhere due to uncertainty).
If secondary outcomes are extensive across many interfaces, PM’s advantage can compress, and other routes may become easier to defend.
When Powder Metallurgy Wins vs Other Manufacturing Routes
If PM remains viable after the screening above, use this matrix to pressure-test the decision against your fallback route(s).
It is a tradeoff map tied to the advantage dimension you care about.
Dimension | CNC Machining Tradeoff | Casting Tradeoff | Forging/Stamping Tradeoff | MIM Tradeoff | Use When Note |
|---|---|---|---|---|---|
Net/near-net step removal | Flexible, but steps accumulate as features grow | Can be net-shape, but porosity/finish constraints can drive machining | Strong for simple-formed geometry; limited for complex net-shaped geometry | Strong for small complex parts; size limits apply | Use PM when step elimination is real, not “machining anyway.” |
Feature consolidation potential | Consolidation often means multi-op machining and a higher inspection burden | Consolidation is possible, but defect risk may add controls | Limited by forming constraints | High consolidation for small parts | Use PM when interfaces/assembly risks are driving cost/quality |
Material utilization directionally | Chips/waste inherent to subtractive shaping | Varies with gating/defects and machining add-ons | Generally efficient, but geometry constraints apply | Efficient, but tied to part size and sinter behavior | Use PM when waste handling and removal-driven variability matter |
Repeatability at cadence | Repeatable, but variation rises with complexity and setups | Sensitive to the process window, porosity can raise the verification burden | Strong for consistently formed shapes; limited geometry flexibility | Strong within size window; sinter control critical | Use PM when stability across runs matters more than one-off success |
Functional porosity use case fit | Typically requires design workarounds/material add-ons | Not a direct analog | Not a direct analog | Usually not the advantage driver | Use PM when impregnation/lubricity is part of performance intent |
Secondary ops dependence risk | Finishing is inherent; risk is over-processing | Often needs machining on critical faces | Varies; constraints can force workarounds | Secondary steps can be significant | Use PM when secondary outcomes are defined, not used as a rescue |
Pick the one dimension that is currently driving pain (routing steps, interfaces, waste, drift, porosity-as-feature, or secondary ops sprawl).
Read down that column. If the “Use when” note matches your program constraint and the fallback route trade-offs are already showing up in operations, PM is worth moving forward as a gated RFQ.
If PM still looks viable after these screenings, the next step is converting “advantages” into controls, RFQ language, and verification expectations that prevent performance from relying on promises.
How to Capture PM Advantages in the RFQ and Control Plan
Powder metallurgy advantages only survive if they are translated into inputs, verification, and change governance.
Otherwise, the program drifts into the usual failure pattern: the quote assumes one interpretation, production runs a second interpretation, QA enforces a third, and the “advantage” gets consumed by rework loops and inspection disputes.
RFQ Inputs That Prevent Misquotes
A PM quote is only as good as the inputs. If you want the advantage to hold, the RFQ must tell the supplier what “good” means and what “repeat” looks like.
Include these inputs every time:
Annual volume and ramp profile: Specify year-one demand and the expected ramp, including target steady-state volume and timing.
Peak cadence: Worst-case replenishment requirement (weekly/monthly pull, surge scenarios).
Critical-to-function feature list: A short list of the features that drive fit, seal, alignment, load transfer, stack-up, or functional interface risk.
Environment exposures: Corrosion exposure, wear mode, temperature range, lubricant presence, cleaning chemistry, and any contact conditions that change surface or material decisions.
Any assembly-ready expectations: If you need kitted condition, sub-assembly, packaging/labeling discipline, or line-side readiness, state it as a requirement.
What this does for you: It prevents a feasibility decision from evolving into a production reality that depends on unplanned secondary operations.
Verification Expectations That Avoid Inspection Disputes
If precision matters, measurement must be explicit. Do not leave verification to inference.
Specify expectations around:
Gage method for critical features: Name the method family you expect, especially for features where method choice can change the result.
Sampling cadence logic: What drives frequency (criticality, process stability, cadence), rather than a generic “inspect as needed.”
Containment trigger definition: What constitutes a stop/hold, how far containment goes (by lot/run/time window), and what must be re-verified before release resumes.
What this does for you: It prevents verification from degrading into a dispute over scope, method, and the reliability of the result.
Change the Boundary That Protects the Program After Award
Most late redesigns show up after a change event. Define the boundary up front.
Call out what requires explicit re-approval when it affects critical characteristics:
Tooling changes: Modifications, refurbishment steps that can alter feature behavior, or tool replacement.
Process changes: Route adjustments that shift capability, stability, or surface condition.
Material changes: Substitution, grade change, or any change that affects functional performance.
Measurement method changes: Any change to how critical characteristics are measured or verified.
What this does for you: It prevents “same part number” from masking process drift or unapproved changes.
Control-Plan Artifacts to Request
Here you are asking for the discipline that keeps output stable.
Request these artifacts as part of the award or PPAP-equivalent expectation (keep it executive-grade):
Inspection plan: What is measured, by what method, at what frequency, and what is recorded.
Reaction plan: Containment scope, disposition path, corrective action trigger, and release criteria after an out-of-spec event.
Traceability approach: Lot/run identification, linkage to inspection results, and how the nonconforming product is isolated.
What this does for you: It makes repeatability at cadence a controlled outcome, supported by defined checks and reactions.
Specify Secondary Outcomes Without Prescribing Vendor Steps
This is where many RFQs accidentally erase the net/near-net advantage, by leaving outcomes vague and forcing suppliers to add blanket processing “just in case.”
State secondary needs as outcomes:
Surface condition outcome: What the surface must achieve for function.
Strength/wear outcome: The performance requirement tied to load or wear mode.
Impregnation outcome (if applicable): Required behavior and verification expectations.
Avoid prescribing exact sequences unless you must. Your job is to make the program verifiable.
A well-built RFQ package makes PM advantages measurable and enforceable. The remaining question is where the advantage collapses, red flags that typically trigger late redesign, unplanned secondary work, or cleanup routing.
Where Powder Metallurgy Loses Its Advantage

Powder metallurgy (PM) creates value when it removes steps and holds stable output at cadence. It loses value when the spec, demand pattern, or part envelope forces the program back into heavy secondary work, narrow sourcing, or late design negotiation.
Low volume or unstable demand
PM is tooling-led. It performs best when the program is repetitive and schedule-bound.
If demand is intermittent, the setup, governance, and control overhead do not get leveraged.
Tooling and validation effort becomes a recurring “restart cost,” instead of a one-time investment.
Lead-time and change control friction can outweigh any routing benefit.
Spec stacks that erase net-shape value
PM loses its advantage when the drawing forces a blanket cleanup.
If most critical-to-function interfaces require machining by default, PM becomes a preform step.
Broad finishing requirements increase queues, inspection burden, and variation entry points.
The program drifts into “net-shape in theory, multi-op in practice.”
Material or part envelope mismatch
PM becomes high-friction when the required material family or part constraints narrow the viable supplier set.
Fewer qualified sources raise continuity risk and reduce leverage during schedule pressure.
A narrow sourcing lane increases the chance of late redesign when capability boundaries surface after award.
The program may become dependent on exceptions rather than controlled routines.
Drawing assumptions that create late rework
Bad-fit risk rises when the print treats internal geometry and tight interfaces as “free.”
Geometry that implicitly conflicts with forming realities becomes a quoting ambiguity.
Ambiguity shows up later as tool changes, added operations, or revised acceptance language.
Late clarification is where redesign, debate, and schedule churn accumulate.
Mitigation moves that prevent bad-fit awards
These actions keep PM decision-making defensible without turning the program into a rework loop.
Run feasibility early, before RFQ release or re-quote cycles.
Map critical-to-function features to a control approach (pressed, sized/coined, machined) as a routing plan.
Align acceptance criteria to function. Remove ambiguous requirements that invite interpretation drift.
Treat secondary outcomes as planned requirements, instead of rescue steps added after the tool kick-off.
When these pressures are present, the correct response is a manufacturability review and a control-aligned RFQ package, instead of another vendor swap.
Request a Powder Metallurgy Manufacturability Review From Sterling Sintered
If machining cost is climbing, repeatability drift is showing up at volume, or vendor handoffs are creating schedule risk, validate a net/near-net PM route before the next re-quote cycle.
Sterling Sintered is a fit when you need a fast, engineering-led PM screen that reduces back-and-forth and prevents tooling from starting on a print that will be “reinterpreted” later.
Screening Criteria
Volume: 500+ parts/year (higher cadence strengthens the case)
Part mass: up to ~500 g
Material families: iron/iron alloys, bronze, brass, 300/400 series stainless
What Sterling does in the review
Confirms whether PM can deliver real step removal and consolidation for your geometry, or whether the route will collapse into machining-heavy cleanup.
Maps critical-to-function features to a practical control approach (pressed vs sized/coined vs machined interfaces) so “net/near-net” stays targeted and defensible.
Flags the typical late-cycle traps early: secondary outcomes that must be planned (not discovered), print assumptions that create forming risk, and verification expectations that need to be explicit to avoid QA disputes.
Sterling can hold a single line of accountability across tooling, fabrication, required secondary outcomes, and assembly/sub-assembly, which reduces interface risk, schedule slips between vendors, and ownership ambiguity when changes hit.
Send the print, annual volume + ramp, peak cadence, and a critical-to-function feature list to request a powder metallurgy manufacturability review.
Conclusion
Precision at volume is not a capability claim. It is an operating condition you either specify, verify, and protect, or you pay for later in containment, rework, and late tooling changes.
Powder metallurgy earns its advantages when the part profile fits, and the routing is planned for net/near-net value, feature consolidation, and repeatable cadence. Those advantages hold only when they are captured in the RFQ, backed by a verification plan, and protected by clear change boundaries.
Use the fit screen to confirm PM belongs in the lane. Use the RFQ and control-plan asks to keep the program defensible after award. If the red flags are present, address feasibility before tooling decisions lock in.
If you are near a re-quote, seeing drift across runs, or carrying too many handoffs to keep schedules stable, a powder metallurgy manufacturability review is the lowest-friction way to validate fit and prevent avoidable redesign.
FAQs
1) What is powder metallurgy, and why do manufacturers use it at volume?
Powder metallurgy forms parts by compacting metal powder and sintering it into a solid shape. Manufacturers use it when they want consistent output at repeat cadence, and the geometry allows meaningful net/near-net shaping.
2) How do I know if a PM quote is hiding machining or secondary “cleanup” work?
Ask the supplier to identify which critical-to-function features are expected to be pressed, which will be sized/coined, and which will be machined. If they cannot map features to a control approach, the quote often assumes later cleanup.
3) What are the most common quality risks in powder metallurgy parts?
The most common risks are variability tied to uncontrolled tooling conditions, inconsistent powder handling, and sintering process drift. These show up as dimension movement, inconsistent density-driven behavior, or surface condition variability unless controls and verification are explicit.
4) How do PM parts get inspected for critical features?
Inspection depends on the feature type and its functional role. The key is defining the measurement method up front (not just the tolerance) and aligning sampling cadence and containment triggers to the risk of that feature in assembly.
5) What are typical lead time drivers for powder metallurgy programs?
Lead time is usually driven by tooling design/build, validation runs, and any required secondary outcomes (heat treat, sizing/coining, impregnation, finishing). Programs move faster when feasibility inputs and verification expectations are clear before quoting.